Qanday qilib plastik qopqoq yasash uskunasi oxiridan oxirigacha maxsus logotip ishlab chiqarishni ta'minlaydi
Bir qatorda birlashtirilgan puflanadigan plyonka ekstruziyasi, bosma ishlari va qopqoqlarni shakllantirish
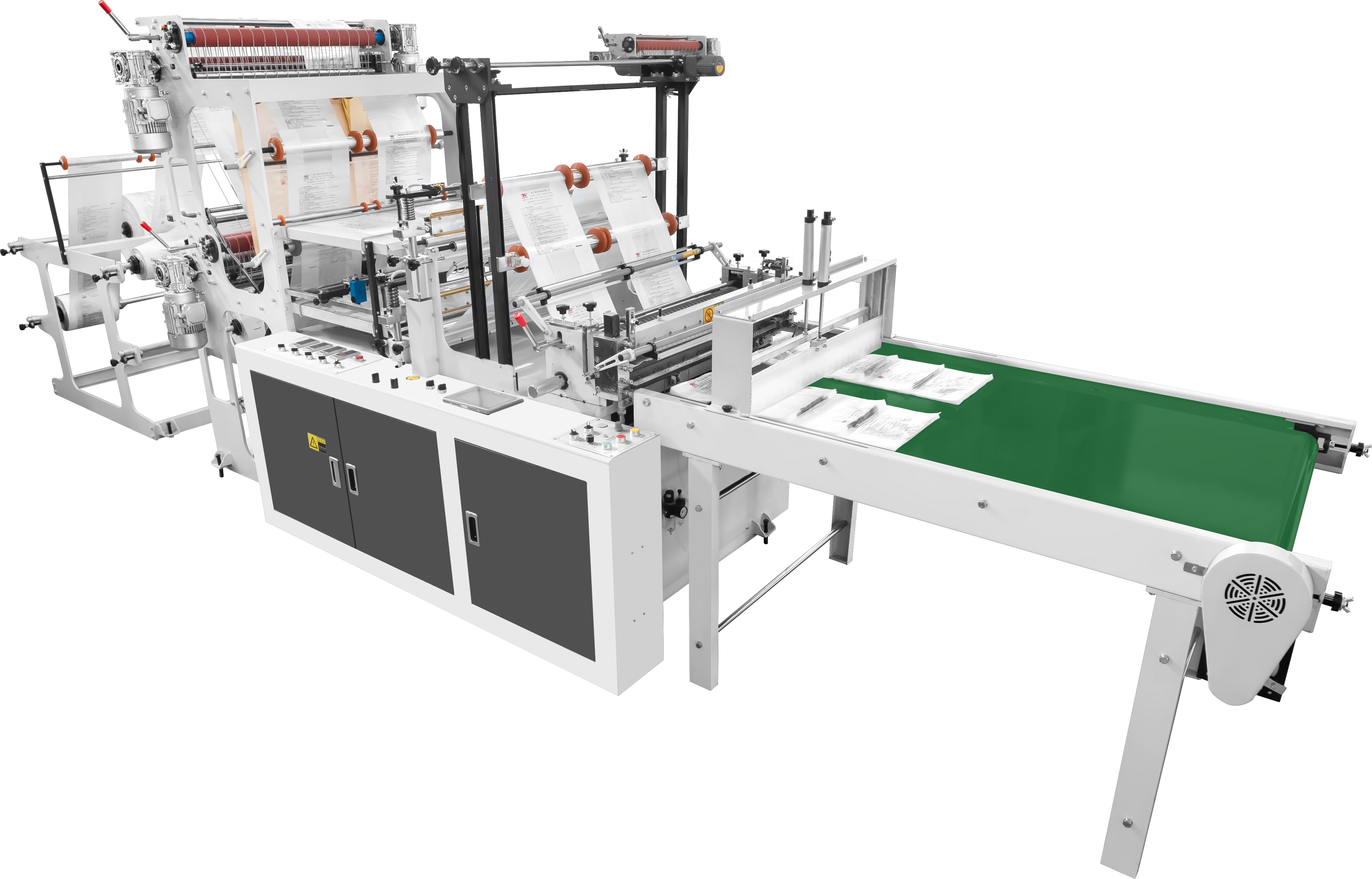
Eng so'nggi plastik qopqoq ishlab chiqarish uskunalari yuqori sifatli plyonka chiqarish, bosma operatsiyalari va aslida qopqoqlarni shakllantirishni bitta uzluksiz ishlab chiqarish liniyasi ichida birlashtiradi. Bu tizim odatda ifloslanish muammolariga va noto'g'ri joylashtirilgan bosmalar keltirib chiqaradigan qo'lda bajariladigan amallarni yo'q qiladi. Polimer granulalari ekstruder ga kiritilishidan boshlab, tizim ularni ehtiyotkorlik bilan eritadi va plyonka hosil qilish uchun havo bilan kengaytiradi. Bu hali issiq va moslashuvchan material harakatlanayotganda integratsiyalangan bosma zonalarga yetib keladi, bu yerda maxsus valflar logotiplarni butunlay sovib ketishdan oldin to'g'ridan-to'g'ri bosib chiqaradi. Jarayoning oxirida issiqlik bilan sig'illatish va kesish mexanizmlari yakuniy mahsulotni bir qatorda shakllantiradi, shuning uchun har bir partiyada logotiplar doim bir xil joyda va bir xil ko'rinishda chiqadi. Ishlab chiqaruvchilar eski usullarga nisbatan ishlab chiqarish vaqtini 40 dan 60 foizgacha tejashni va barcha ishlab chiqarilgan mahsulotlarda logotiplarning joylashuvini taxminan yarim millimetrgacha aniqlikda saqlashni bildirishmoqda.
Logoni saqlash uchun muhim aniqlik xususiyatlari: Taranglikni boshqarish, ro'yxatga olish aniqligi va Web barqarorligi
O'tkir, doimiy logotiplarni bosib chiqarish uchun uchta asosiy pastki tizim o'rtasida hamkorlik qilish talab qilinadi. Lazer bilan boshqariladigan taranglikni nazorat qilish tizimi plyonkaning cho'zilishini ±0,5% dan kam darajada saqlaydi, shu sababli 200 metr daqiqasiga tezlikda ishlayotganda ham rasmlar deformatsiyalanmaydi. Tegishli joylashuvni ta'minlash uchun yopiq konturli optik ro'yxatga olish tizimlari doimiy ravishda bosma naqshlarni tekshiradi, daqiqasiga 200 tagacha sumkani skanerlaydi va 0,3 mm lik aniqlik doirasida qolish uchun zarur bo'lganda maydanoq sozlamalar amalga oshiradi. Shuningdek, plyonkani valflar orasidagi siqilgan havo qatlamida 'suztirib' turadigan havoda suzuvchi web barqarorlashtiruvchilar ham mavjud; bu esa inksizning butun joyga tarqalib ketishiga sabab bo'ladigan istalgan tebranishni to'xtatadi. Barcha ushbu tizimlarni birlashtirsak, nima hosil bo'ladi? Aksariyat hollarda 15 mikron qalinlikdagi juda no'zik plyonkalarga aniq logotiplar bosib chiqariladi; shuningdek, barcha sozlamalar to'g'ri o'rnatilganda nuqsonlar har yuzta bosmadan bir marta ham kamroq uchraydi.
Plastik sumkalar ishlab chiqarish apparatlari bilan mos keladigan bosma usullari
Flexografik bosma: Standart PE/PP plastralarga yuqori hajmda maxsus logoli sumkalar uchun eng mos variant
Flexo bosma usuli PE va PP plastrlarga katta miqdorda maxsus logotipli sumkalar ishlab chiqarishda deyarli asosiy usulga aylandi. Asosiy sabablar nima? Tezlik, xarajatlarga qaraganda foydaliroqlik va mavjud sumka ishlab chiqarish liniyalari bilan osongina mos kelishi. Flexografik bosmachilar bu moslashuvchan foto-polymer plastinkalar bilan ishlaydi va suvga asoslangan yoki ekologik erituvchi bo'yoqlardan foydalanadi, ular tez qurib ketadi. Bu brendlarga aniq, doimiy logotiplarni daqiqada 1500 fut (ya'ni taxminan 457 metr) tezlikda bosib chiqarish imkonini beradi. Boshqa usullarga nisbatan sozlash xarajatlari nisbatan past, shuningdek, turli dizaynlarga o'tish etarlicha tez bo'lib, o'nlab mingdan yuzlab minggacha birliklar miqdoridagi buyurtmalarga javob bera oladi. Aksariyat zamonaviy flexo apparatlari aniq g'altaklanish boshqaruv tizimlari va avtomatik rostlash tizimlari bilan standart ravishda jihozlangan. Bu logotiplarning har bir sumkada aynan bir xil va aniq ko'rinishini ta'minlaydi va bu jarayonda doimiy qo'l bilan sozlash talab qilinmaydi; rostlash aniqligi taxminan 0,1 mm ni tashkil qiladi.
Raqamli va rotogravura variantlari: Ranglar murakkabligi, qisqa tirajlar yoki premium yakuniy qoplam narxni oshirishni justifikatsiya qilganda
Maxsus bosish talablari bilan shug'ullanayotganda, ham raqamli, ham rotogravura usullari o'zlarining afzalliklarini jadvalga keltiradi, garchi ular uchun maxsus jihozlar sozlamasi kerak bo'lsa ham. Rotogravura — ajoyib rang aniqiligi, o'tkir tafsilotlari va metallik yaltiroqli yoki yorqin matolarga o'xshash chiroyli yakuniy qoplamalari bilan ajralib turadi. Bu, uning ishlatadigan o'yilgan silindrlariga bog'liq bo'lib, shuning uchun ko'pincha yuqori darajali mahsulotlar qadoqlanishida, ayniqsa, oddiy ranglardan yoki sof o'tishlarda ko'proq talab qiladigan murakkab dizaynlar bilan ishlashda bu usuldan foydalaniladi. Ishlab chiqarish yiliga taxminan yarim million dona hajmiga yetganda, iqtisodiy hisob-kitoblar yaxshiroq chiqadi. Boshqa tomondan, raqamli bosish usuli qimmat boshqaruvchi plastinkalarni umuman o'chirib tashlaydi va ishlab chiqaruvchilarga QR-kodlar yoki raqamli ketma-ketliklar kabi o'zgaruvchan ma'lumotlarni ishlatish imkonini beradi. Bu 500 donagacha bo'lgan maydonda partiyalarni iqtisodiy jihatdan maqsadga muvofiq qiladi va bir vaqtda dizaynning oxirgi daqiqada o'zgartirilishiga imkon beradi — bu bayram promosyonlari davrida yoki yangi bozorlarni sinab ko'rishda juda foydali xususiyatdir. Raqamli tizimlarni to'g'ri ishga tushirish uchun, shu bilan birga, maxsus UV quritish jihozlari kerak bo'ladi. Shu bilan birga, rotogravura korxonalarida silindrlarning aniq tekislash vositalariga sarmoya kiritish va operatsiya davomida qat'iy harorat nazoratini saqlash zarur.
Material va sirt tayyorlash: Doimiy logotip bosmasi sifatini ta'minlash uchun bo'yoqning yopishuvini nazorat qilish
Plyonka tanlovi (LDPE, HDPE, PP, Metallocene) va uning bosma sifati hamda apparatga mosligiga ta'siri
Logolarning qanchalik uzoqqa cho'zilishini, ularning qanday aniq chop etilishini va apparatlar qanday yaxshi ishlashini belgilovchi asosiy omil — qanday polimer tanlashdir. Past zichlikdagi polietilen (LDPE) juda moslashuvchan, lekin uning sirtiga maxsus qo'llaniladigan maxsus bo'yoqlarni yaxshi ushlab turishi uchun maxsus ishlov berish talab qilinadi. Yuqori zichlikdagi polietilen (HDPE) qattiqlik beradi, lekin uning kristall strukturasiga ko'ra, bo'yoqni yaxshi ushlash qiyin bo'ladi. Bu esa korona ishlov berish kabi qo'shimcha bosqichlarni va ishlab chiqarish jarayonida haroratni ehtiyotkorlik bilan nazorat qilishni talab qiladi. Polipropilen (PP) yaxshi shaffoflik va mustahkamlikka ega, lekin yuqori tezlikda ishlayotganda, chop etish paytida issiqlikni juda aniq boshqarmasak, u o'z shaklini o'zgartirib yuboradi. Metallocen katalizatorli plyonkalar bo'yoqni yaxshiroq ushlash, eritish xususiyatlarini yaxshilash va bosma uskunalari orqali yaxshi o'tish qobiliyatini ta'minlash sababli hozirda keng tarqalgan. Bu plyonkalar oddiy PE materiallariga nisbatan daqiqada 200 metrdan ortiq tezlikda ishlayotganda bosma muammolarini 35–40% ga kamaytiradi. Web-ni silliq ishlashini ta'minlash, to'g'ri quritish vaqtini saqlash hamda logolarni vaqt o'tishi bilan saqlab turish uchun to'g'ri plyonka tanlovi juda muhim.
Ishonchli bo'yoq birikmasi uchun no'tesirli yuzalarga korona qilish va din darajasini boshqarish
Polietilen (PE) va polipropilen (PP) materiallari tabiiy ravishda bo'yoqqa qarshilik ko'rsatadi, chunki ular hech narsani so'rmaydi va aksariyat moddalar bilan kimyoviy reaksiyaga kirishmaydi. Bu shuni anglatadiki, istalgan bosilgan materialni to'g'ri usulda biriktirish uchun maxsus tayyorgarlik kerak. Standart usul korona qayta ishlash deb ataladi, bunda elektr zaryadi plyonkaning sirtida oksidlanishni hosil qiladi. Bu jarayon sirt tarangligi o'lchovini — ya'ni din darajasini — taxminan 30 dan 38–44 mN/m gacha oshiradi. Biroq, 40 mN/m dan yuqori ko'rsatkichga erishish juda muhim. Agar bu raqam hatto bir oz pasayib ketsa — masalan, besh birlikka kamaysa — fleksografik bosmada bo'yoqning to'g'ri birikmaslik ehtimoli birdaniga 70% ga oshadi. Aksariyat zamonaviy plastik sumkalar ishlab chiqarish liniyalari hozirda bu din darajasini doimiy ravishda nazorat qiluvchi sensorlar bilan jihozlangan va korona qayta ishlash intensivligini avtomatik ravishda sozlaydi; bu sozlash plyonkaning qalinligi, uning apparatda harakatlanish tezligi va hozirgi paytdagi namlik darajasi kabi omillarga qarab amalga oshiriladi. Shuningdek, qayta ishlangan sirtlarning samaradorligini qanchalik tez yo'qotishi ham e'tiborga lozim. Masalan, Yuqori zichlikdagi polietilen (HDPE) — agar uni mos ravishda qayta ishlamasa, u faqat sakkiz soat ichida bo'yoqni ushlash qobiliyatining yarmiga qadar yo'qotadi. Shu sababli ko'pchilik ishlab chiqarish jarayonlari bo'yoqni to'g'ri biriktirishni ta'minlash maqsadida materialni bosishdan oldin qayta ishlashni tanlaydi; bu sumkalarga belgilar (logolar) bosilgandan keyin ularni germetik qilish jarayonidan o'tkazilganda, mahsulotlar bilan to'ldirilganda yoki iste'molchilarga yetkazilganda ham saqlanishini ta'minlaydi.
Tez-tez so'raladigan savollar
Savol 1: Integratsiyalangan plastik qopqoq ishlab chiqarish tizimlarining asosiy afzalligi nima?
Javob 1: Integratsiyalangan tizimlar qo'lda bajariladigan operatsiyalarni yo'q qiladi, shu sababli kontaminatsiya muammolari va bosma belgilarining noto'g'ri joylashuvi kamayadi; natijada ishlab chiqarish vaqti 40–60% ga qisqaradi.
Savol 2: Yuqori tezlikda ishlab chiqarish jarayonida logotipning butunligi qanday saqlanadi?
Javob 2: Logotipning butunligi lazer bilan boshqariladigan taranglik nazorati, yopiq halqali optik ro'yxatga olish va havoda suzuvchi material oqimi barqarorlashtiruvchilari orqali ta'minlanadi; bu esa aniq taranglik va moslikni saqlashga imkon beradi.
Savol 3: Flexografik bosma usuli boshqa usullardan nimasi bilan farq qiladi?
Javob 3: Flexografik bosma usuli yuqori hajmdagi ishlab chiqarish uchun idealdir, chunki u tez, arzon va sozlash xarajatlari past bo'lib, standart PE/PP plastralarga mos keladi.
Savol 4: Raqamli yoki rotogravura bosmasini qachon tanlash kerak?
Javob 4: Murakkab rang talablari, qisqa tirajlar yoki sifatli yakuniy qoplamalar uchun raqamli va rotogravura bosma usullari afzal ko'riladi, garchi ular maxsus jihozlarga ega bo'lishni talab qilsa ham.
Savol 5: Bosma jarayonida plyonka tanlash nima uchun muhim?
A5: LDPE, HDPE, PP va metallotsen kabi turli plastik plyonkalar bosma aniqiligi va avtomatlar bilan mosligiga ta'sir qiladigan o'ziga xos xususiyatlarga ega bo'lib, umumiy ishlab chiqarish sifatini ta'sirlaydi.
S6: Nog'azli asoslar ustida bosishda korona qayta ishlash qanday vazifa bajaradi?
J6: Korona qayta ishlash plyonka yuzasini oksidlaydi, bu esa bo'yoqning yopishib qolishini ta'minlash uchun zarur bo'lgan sirt tarangligini (din darajasini) oshiradi va bosish nuqsonlarini sezilarli darajada kamaytiradi.
Mundarija
- Qanday qilib plastik qopqoq yasash uskunasi oxiridan oxirigacha maxsus logotip ishlab chiqarishni ta'minlaydi
- Plastik sumkalar ishlab chiqarish apparatlari bilan mos keladigan bosma usullari
- Material va sirt tayyorlash: Doimiy logotip bosmasi sifatini ta'minlash uchun bo'yoqning yopishuvini nazorat qilish