Wie eine Kunststofftaschen-Herstellungsmaschine die End-to-End-Produktion von individuellen Logos ermöglicht
Integrierte Schlauchfolien-Extrusion, Bedruckung und Taschenherstellung in einer Anlage
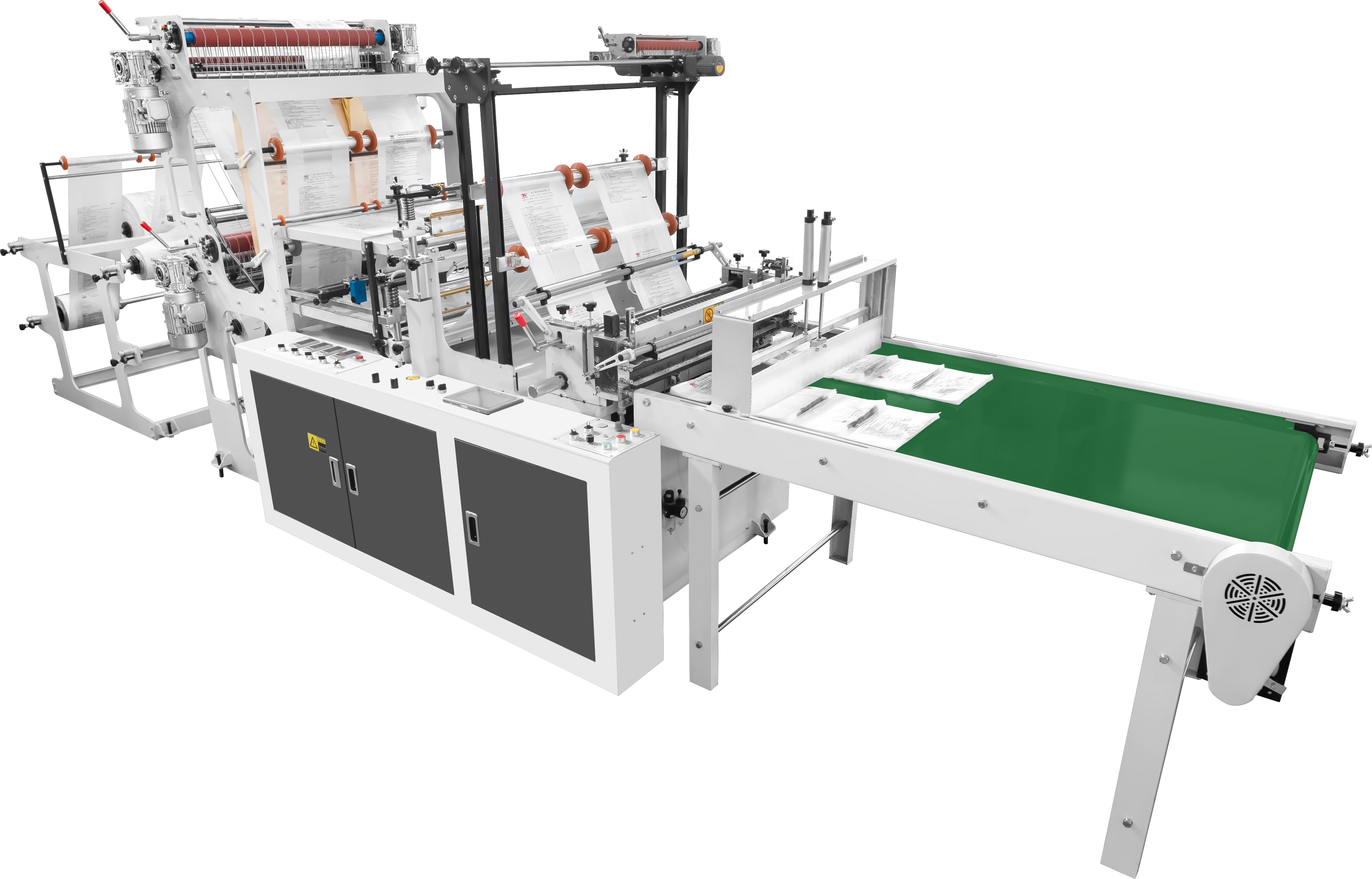
Die neueste Ausrüstung zur Herstellung von Plastiktüten vereint die Blasfilmausdruckung, den Druck und die eigentliche Beutelbildung in einer kontinuierlichen Produktionslinie. Diese Anordnung entfernt die manuellen Schritte, die oft zu Kontaminationsproblemen und fehlerhaften Abdrücken führen. Das System beginnt mit Polymergranulat, das in den Extruder gelangt, schmilzt es sorgfältig und aufbläht es mit Luft, um einen gleichförmigen, röhrenartigen Film zu erzeugen. Während dieses noch warme und flexible Material sich bewegt, trifft es auf integrierte Druckbereiche, wo spezielle Rollen Logo-Stiche aufstellen, bevor alles vollständig abkühlt. Am Ende des Prozesses werden die Endprodukte durch Wärmedurchdichtung und Schneidmechanismen in einer Linie geformt, so dass jede Charge mit konsistent platzierten Logos genau gleich aussieht. Die Hersteller berichten, daß sie im Vergleich zu älteren Methoden 40 bis 60 Prozent an Produktionszeit sparen, und sie halten das Logo in einem Umfang von etwa einem halben Millimeter auf allen hergestellten Produkten ausgerichtet.
Präzisionsmerkmale, die für die Integrität des Logos entscheidend sind: Zugkraftkontrolle, Registrierungsgenauigkeit und Bahnstabilität
Um scharfe, konsistente Logos zu drucken, ist eine Abstimmung zwischen drei zentralen Subsystemen erforderlich, die gemeinsam arbeiten. Die lasergesteuerte Zugkraftregelung hält die Dehnungsschwankungen der Folie unter ±0,5 %, sodass die Bilder selbst bei beeindruckenden Geschwindigkeiten von 200 Metern pro Minute nicht verzerrt werden. Für die Ausrichtung überprüfen optische Registrierungssysteme im geschlossenen Regelkreis kontinuierlich die Druckmuster, scannen über 200 Beutel pro Minute und nehmen bei Bedarf feinste Korrekturen vor, um innerhalb einer Toleranz von 0,3 mm zu bleiben. Hinzu kommen die Luftschwimm-Webstabilisatoren, die die Folie praktisch auf einer Schicht komprimierter Luft zwischen den Walzen „schweben“ lassen – dadurch wird jegliches Flattern verhindert, das andernfalls die Farbe verwischen würde. Kombiniert man all dies, was erhalten wir dann? Klare Logos auch auf außerordentlich dünnen Folien mit einer Stärke von nur 15 Mikrometer – und zwar in den meisten Fällen; bei korrekter Einstellung treten Fehler weniger als einmal pro hundert Druckvorgänge auf.
Druckverfahren, die mit Maschinen zur Herstellung von Kunststoffbeuteln kompatibel sind
Flexodruck: Am besten geeignet für hochvolumige individuelle Logo-Taschen aus Standard-PE/PP-Folien
Der Flexodruck ist mittlerweile nahezu die Standardmethode zur Herstellung von individuellen Logo-Taschen in großen Mengen auf PE- und PP-Folien geworden. Die Hauptgründe hierfür sind Geschwindigkeit, Kosteneffizienz sowie die einfache Integration in bestehende Taschenproduktionslinien. Flexodruckmaschinen arbeiten mit flexiblen Fotopolymerplatten und verwenden entweder wasserbasierte oder umweltfreundliche Lösungsmittelfarben, die schnell trocknen. Für Marken bedeutet dies klare, konsistente Logos, die mit beeindruckenden Geschwindigkeiten von rund 1500 Fuß pro Minute gedruckt werden. Die Einrichtungskosten sind im Vergleich zu anderen Verfahren relativ gering, und der Wechsel zwischen verschiedenen Designs erfolgt so schnell, dass Aufträge von zehntausenden bis hin zu mehreren hunderttausend Einheiten problemlos bewältigt werden können. Die meisten modernen Flexodruckmaschinen verfügen standardmäßig über präzise Zugkraftregelungen und automatische Registersteuerungssysteme. Diese ermöglichen eine Ausrichtungsgenauigkeit von etwa 0,1 mm, sodass Logos scharf bleiben und auf jeder einzelnen produzierten Tasche exakt identisch aussehen – ohne dass ständige manuelle Nachjustierungen erforderlich wären.
Digitale und Tiefdruck-Optionen: Wenn Farbkomplexität, kurze Auflagen oder Premium-Oberflächen die zusätzlichen Kosten rechtfertigen
Bei der Betrachtung spezialisierter Druckanforderungen bringen sowohl digitale als auch Rotogravur-Verfahren jeweils eigene Stärken mit, obwohl sie spezielle Maschineneinrichtungen erfordern. Die Rotogravur zeichnet sich durch außergewöhnliche Farbgenauigkeit, scharfe Details und anspruchsvolle Oberflächen wie metallische Glanzeffekte oder glatte Hochglanzstrukturen aus. Dies ist auf die verwendeten gravierten Zylinder zurückzuführen, weshalb viele hochwertige Produktverpackungen auf dieses Verfahren setzen – insbesondere bei komplexen Designs, die mehr als nur Grundfarben oder sanfte Farbübergänge erfordern. Ab einer jährlichen Produktionsmenge von rund einer halben Million Stück lohnt sich die Rotogravur wirtschaftlich. Demgegenüber entfällt beim Digitaldruck der Einsatz teurer Druckplatten vollständig, sodass Hersteller variablen Informationen wie QR-Codes oder nummerierten Sequenzen problemlos integrieren können. Dadurch werden Kleinserien ab 500 Stück wirtschaftlich machbar, während gleichzeitig bis kurz vor Fertigstellung Designanpassungen vorgenommen werden können – eine besonders nützliche Funktion etwa bei saisonalen Werbeaktionen oder beim Testen neuer Märkte. Für den reibungslosen Betrieb digitaler Systeme ist allerdings spezielle UV-Härtungstechnik erforderlich. Rotogravur-Betriebe hingegen müssen in präzise Zylinderausrichtungswerkzeuge investieren und während des gesamten Betriebs strenge Temperaturkontrollen gewährleisten.
Material und Oberflächenvorbereitung: Sicherstellung der Tintenhaftung für eine dauerhafte Druckqualität des Logos
Folienauswahl (LDPE, HDPE, PP, Metallocen) und deren Auswirkung auf die Druckbarkeit und Maschinenkompatibilität
Die Wahl des Polymers hat tatsächlich großen Einfluss darauf, wie lange Logos halten, wie scharf sie gedruckt werden und wie zuverlässig die Maschinen laufen. Polyethylen mit niedriger Dichte (LDPE) ist ziemlich flexibel, erfordert jedoch spezielle Oberflächenbehandlungen sowie spezielle, besser haftende Druckfarben. HDPE verleiht Steifigkeit, doch aufgrund seiner kristallinen Struktur gestaltet sich die adäquate Farbhaftung schwierig – was zusätzliche Arbeitsschritte wie eine Corona-Behandlung und eine sorgfältige Temperaturüberwachung während der gesamten Produktion erforderlich macht. Polypropylen (PP) überzeugt durch gute Transparenz und Festigkeit; bei hohen Laufgeschwindigkeiten neigt es jedoch zur Verformung, sofern die Wärme während des Druckens nicht äußerst präzise gesteuert wird. Metallocenkatalysierte Folien gewinnen zunehmend an Beliebtheit, da sie die Farbhaftung verbessern, bessere Schmelzeigenschaften aufweisen und sich reibungsloser durch Druckmaschinen bewegen. Im Vergleich zu herkömmlichen PE-Materialien reduzieren diese Folien Druckprobleme um rund 35–40 %, wenn Geschwindigkeiten von über 200 Metern pro Minute erreicht werden. Die richtige Wahl der Folie ist entscheidend, um einen störungsfreien Bahnlauft zu gewährleisten, geeignete Trockenzeiten sicherzustellen und die wichtigen Logos langfristig zu bewahren.
Corona-Behandlung und Dyne-Niveau-Management für zuverlässige Tintenhaftung auf nichtporösen Substraten
Polyethylen-(PE-) und Polypropylen-(PP-)Materialien weisen von Natur aus eine hohe Tintenbeständigkeit auf, da sie nichts absorbieren und mit den meisten Substanzen keine chemische Reaktion eingehen. Das bedeutet, dass eine spezielle Vorbehandlung erforderlich ist, damit jegliches Druckmaterial ordnungsgemäß haftet. Die Standardmethode umfasst eine sogenannte Koronabehandlung, bei der eine elektrische Ladung eine Oxidation an der Oberfläche der Folie erzeugt. Dieser Prozess erhöht die Oberflächenspannung – auch als Dyne-Wert bezeichnet – von etwa 30 auf Werte zwischen 38 und 44 mN/m. Dabei ist es jedoch entscheidend, den Wert von 40 mN/m zu überschreiten: Fällt dieser Wert selbst nur geringfügig – beispielsweise um lediglich fünf Punkte –, steigt die Wahrscheinlichkeit von Haftungsproblemen beim Flexodruck plötzlich um 70 %. Die meisten modernen Produktionslinien für Kunststofftaschen sind mittlerweile mit Sensoren ausgestattet, die diese Dyne-Werte kontinuierlich überwachen und die Intensität der Koronabehandlung automatisch anpassen – abhängig von Faktoren wie der Folienstärke, der Geschwindigkeit, mit der die Folie durch die Maschine läuft, sowie der jeweiligen Luftfeuchtigkeit. Zu beachten ist zudem, wie rasch diese behandelten Oberflächen ihre Wirksamkeit verlieren: Bei HDPE beispielsweise kann ohne angemessene Vorbehandlung bereits innerhalb von acht Stunden rund die Hälfte der Tintenhaftfähigkeit verloren gehen. Daher entscheiden sich viele Betriebe dafür, das Material unmittelbar vor dem Druckvorgang zu behandeln – um sicherzustellen, dass Logos auch nach dem Versiegeln der Taschen, dem Befüllen mit Produkten oder dem Erreichen der Verbraucherhand fest bleiben.
Häufig gestellte Fragen (FAQ)
F1: Was ist der Hauptvorteil integrierter Kunststoffbeutel-Herstellungssysteme?
A1: Integrierte Systeme eliminieren manuelle Arbeitsschritte, reduzieren Kontaminationsprobleme und Druckfehlausrichtungen und verringern dadurch die Produktionszeit um 40–60 %.
F2: Wie wird die Logointegrität während der Hochgeschwindigkeitsproduktion gewährleistet?
A2: Die Logointegrität wird durch lasergesteuerte Zugkraftregelung, optische Registrierung mit geschlossenem Regelkreis und Luftschwimm-Webstabilisatoren sichergestellt, die eine präzise Zugkraft- und Ausrichtungskontrolle gewährleisten.
F3: Wodurch unterscheidet sich der Flexodruck von anderen Druckverfahren?
A3: Der Flexodruck eignet sich besonders für die Großserienfertigung aufgrund seiner Geschwindigkeit, Kosteneffizienz und niedrigen Rüstzeiten, wodurch er sich ideal für Standard-PE-/PP-Folien eignet.
F4: Wann sollten Digitaldruck oder Rotogravürendruck in Betracht gezogen werden?
A4: Digitaldruck und Rotogravürendruck sind bei komplexen Farbanforderungen, kurzen Auflagen oder Premium-Oberflächen vorzuziehen, obwohl sie spezifische Maschineneinstellungen erfordern.
F5: Warum ist die Folienauswahl im Druckprozess entscheidend?
A5: Verschiedene Folien wie LDPE, HDPE, PP und Metallocen weisen einzigartige Eigenschaften auf, die die Druckklarheit und die Kompatibilität mit der Maschine beeinflussen und somit die gesamte Produktionsqualität beeinträchtigen.
F6: Welche Rolle spielt die Corona-Behandlung beim Bedrucken nichtporöser Substrate?
A6: Die Corona-Behandlung oxidiert die Folienoberfläche und erhöht dadurch die Oberflächenspannung (Dyne-Wert), was für die Tintenhaftung unerlässlich ist und Druckfehler deutlich reduziert.
Inhaltsverzeichnis
- Wie eine Kunststofftaschen-Herstellungsmaschine die End-to-End-Produktion von individuellen Logos ermöglicht
- Druckverfahren, die mit Maschinen zur Herstellung von Kunststoffbeuteln kompatibel sind
- Material und Oberflächenvorbereitung: Sicherstellung der Tintenhaftung für eine dauerhafte Druckqualität des Logos