Როგორ ახდენს პლასტმასის ჩანთების წარმოების მანქანა სრულ ციკლში მორგებული ლოგოს წარმოებას
Ინტეგრირებული გამოყოფილი ფილმის ექსტრუზია, ბეჭდვა და ჩანთების გადაკეთება ერთ ხაზზე
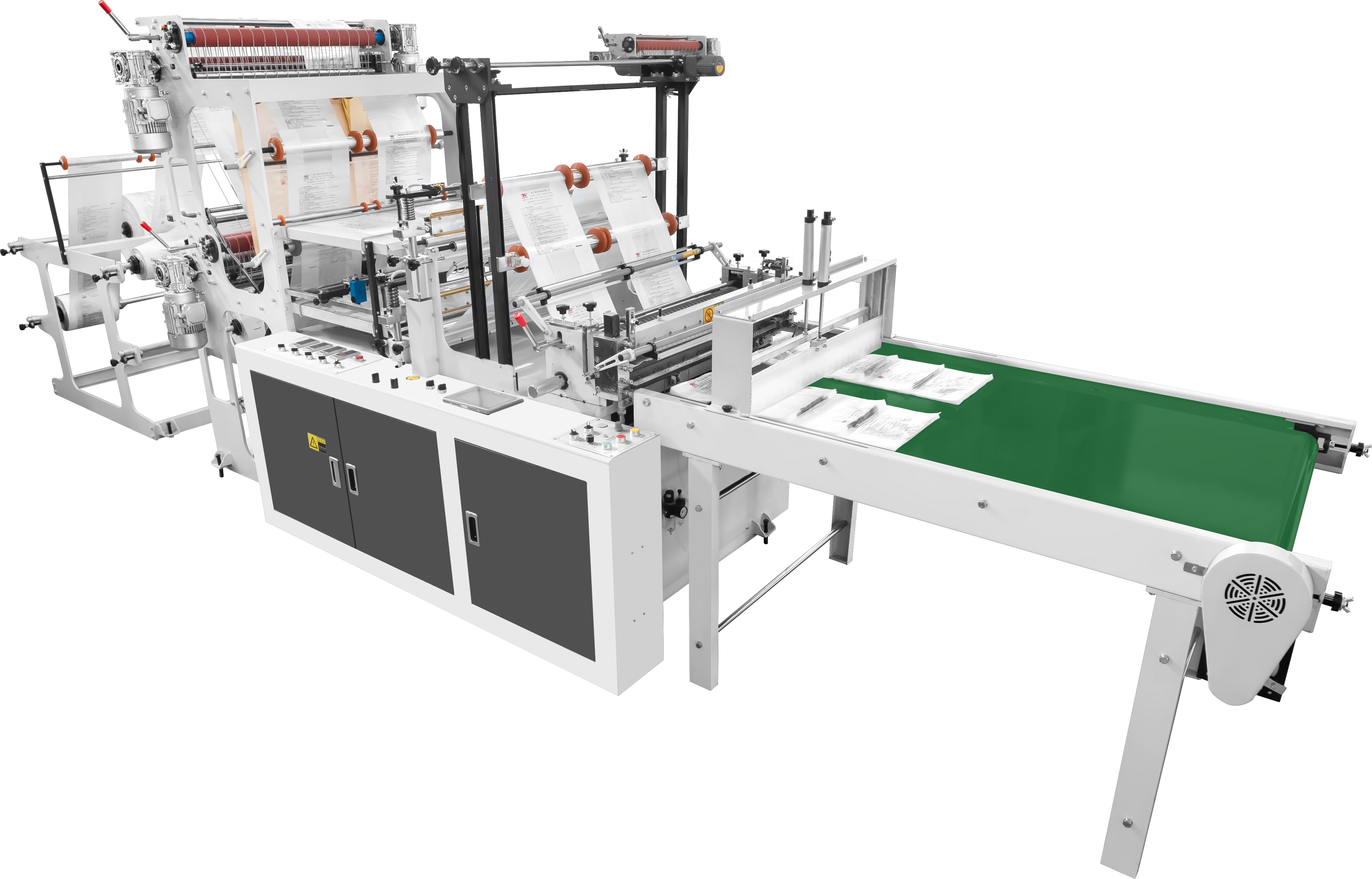
Უახლესი პლასტმასის ჩანთების წარმოების აღჭურვილობა აერთიანებს გაფართოებული ფილმის ექსტრუზიას, ბეჭდვის ოპერაციებს და ჩანთების ფაქტობრივ ფორმირებას ერთ უწყვეტ წარმოების ხაზში. ეს სისტემა აცილებს იმ ხელოვნურ ეტაპებს, რომლებიც ხშირად იწვევს დაბინძურების პრობლემებს და არასწორად განლაგებული ბეჭდვებს. პოლიმერული გრანულების ექსტრუდერში შეყვანით დაწყებული, სისტემა მათ სწორად ადნებს და ჰაერით აფართოებს, რათა შექმნას ერთგვაროვანი, ცხვირის ფორმის ფილმი. როგორც კი ეს ჯერ თბილი და მოქნილი მასალა მოძრაობს წინ, ის მიაღწევს ინტეგრირებულ ბეჭდვის არეებს, სადაც სპეციალური როლერები ლოგოებს აბეჭდავენ მასალის სრული გაცივების წინ. პროცესის ბოლოს სითბოს მიერ დამუშავებული და გაჭრის მექანიზმები ფორმირებენ საბოლოო პროდუქტს ხაზზე, ამიტომ ყველა სერია ერთნაირად გამოდის, ხოლო ლოგოები მუდმივად ერთნაირად არის განლაგებული. წარმოებლები აცხადებენ, რომ ძველი მეთოდებთან შედარებით წარმოების დროში 40–60 პროცენტით ენერგია და დრო იზოგებიან, ამასთან არ დაიკარგება ლოგოების განლაგების სიზუსტე — ყველა წარმოებულ პროდუქტზე ის დამოკიდებულია მხოლოდ 0,5 მმ-ზე.
Ლოგოს მთლიანობისთვის საჭიროებული სიზუსტის მახასიათებლები: დაძაბულობის კონტროლი, რეგისტრაციის სიზუსტე და ვების სტაბილურობა
Მკვეთრი, თანმიმდევრული ლოგოების დაბეჭდვა მოითხოვს სამი ძირითადი ქვესისტემის კოორდინაციას, რომლებიც ერთად მუშაობენ. ლაზერული მართვის დაძაბულობის კონტროლი ინარჩუნებს ფილმის გაჭიმვის ვარიაციებს ± 0,5% - ზე, ასე რომ სურათები არ არის დამახინჯებული, მაშინაც კი, როდესაც 200 მეტრის სიჩქარით მოძრაობს წუთში. გამართლების მიზნით, დახურული წრე ოპტიკური რეგისტრაციის სისტემები მუდმივად ამოწმებენ ამ ბეჭდვის ნიმუშებს, ყოველ წუთში სკანირებენ 200-ზე მეტ ჩანთას და საჭიროებისამებრ მცირე კორექტირებებს აკეთებენ, რათა დარჩნენ 0,3 მმ-ის ტოლ შემდეგ არის ჰაერის ფლოტაციის ქსელის სტაბილიზატორები რომლებიც ძირითადად ფირმის შეკუმშული ჰაერის ფენაზე აფრენენ რგოლებს შორის, რაც ხელს უშლის ყოველგვარ ფრიალებას რომელიც სხვაგვარად მთელ ადგილას დაფანტავს მელანსს. მთჟლწ ჟვ ჲგა ნა ჟრპაჳა თ კაკგჲ ეჲიევმ? ყველაზე ხშირად 15 მიკრონიანი ფილმების ნათელი ლოგოები, დეფექტები ხდება ყოველ 100 ნაბეჭდიდან ერთხელ, როდესაც ყველაფერი სწორად არის დაყენებული.
Ბეჭდვის მეთოდები, რომლებიც თავსებადია პლასტიკური ჩანთების დამზადების მანქანებთან
Ფლექსოგრაფიული ბეჭდვა: ყველაზე შესატანი ამონახსნი სტანდარტულ პოლიეთილენის/პოლიპროპილენის ფილმებზე მაღალი მოცულობის მიხედვით შექმნილი ლოგოს ჩანთებისთვის
Ფლექსოგრაფიული ბეჭდვა თითქმის გახდა პოლიეთილენის (PE) და პოლიპროპილენის (PP) ფილმებზე მასშტაბურად მისაწოდებლად მორგებული ლოგოს ჩანთების წარმოების ძირითადი მეთოდი. ძირითადი მიზეზები? სიჩქარე, სიკეთე და ის ფაქტი, რომ ის მარტივად ინტეგრირდება არსებულ ჩანთების წარმოების ხაზებში. ფლექსოგრაფიული ბეჭდვის მანქანები მუშაობენ ეს მოქნილი ფოტოპოლიმერული პლასტინებით და იყენებენ წყალზე დაფუძნებულ ან ეკო-სოლვენტურ ფერებს, რომლებიც სწრაფად გამოიშრობა. ეს ნიშნავს, რომ ბრენდებისთვის ლოგოები ბეჭდავენ ძალიან გასაგებად, ერთნაირად და სიჩქარით დაახლოებით 1500 ფუტი წუთში. დაყენების ხარჯები სხვა მეთოდებთან შედარებით დაბალია, ხოლო სხვადასხვა დიზაინს შორის გადასვლელი საკმარისად სწრაფია, რათა შეესაბამებოდეს შეკვეთებს — ათასობით დანაკარგიდან ასეულობით ათასობით ერთეულამდე. უმეტესობა თანამედროვე ფლექსოგრაფიული მანქანები სტანდარტულად აღჭურვილია სიზუსტის მაღალი ხარისხის ტენზიური კონტროლით და ავტომატური რეგისტრაციის სისტემებით. ეს საშუალებას აძლევს მიაღწიოს დალაგების სიზუსტეს დაახლოებით 0,1 მმ-ის ფარგლებში, ამიტომ ლოგოები რჩება მწვავე და ზუსტად იგივე გამოიყურება ყველა ერთეულზე გამოშვებულ ჩანთაზე, ხელით მუდმივი შესწორების გარეშე.
Ციფრული და როტოგრავიური ვარიანტები: როდესაც ფერების რაოდენობა, მცირე ტირაჟები ან caრის ხარისხის სრულყოფა დამატებითი ხარჯების გამართლებას იძლევა
Სპეციალიზებული პრინტინგის საჭიროებების შემთხვევაში, როგორც ციფრული, ასევე როტოგრავიური მეთოდები თავისთვის განსაკუთრებულ უპირატესობებს იძლევიან, მიუხედავად იმისა, რომ მათ საჭიროებენ კონკრეტული მანქანების დაყენებას. როტოგრავიური მეთოდი გამოირჩევა განსაკუთრებული ფერების სიზუსტით, მწვავე დეტალებით და მეტალიკური ბრაზის ან გლურგის ტექსტურის მსგავსი საინტერესო სრულებებით. ეს მიიღება მის მიერ გამოყენებული გრავირებული ცილინდრების წყალობით, რის გამოც მრავალი cao-ხარისხის პროდუქტის შეფუთვა ამ მეთოდზე ეყრდნობა, განსაკუთრებით მაშინ, როდესაც საქმე გართულებული დიზაინებს ეხება, რომლებიც მოითხოვენ არ მხოლოდ ძირითადი ფერებს ან მომზადებული შერევის გადასვლებს. მაშინ, როდესაც წლიური წარმოება დაახლოებით 500 000 ეკზემპლარს აღემატება, ეკონომიკური გამოთვლები უფრო სასარგებლო ხდება. მეორე მხრივ, ციფრული პრინტინგი სრულიად არიკვევს ძვირადღირებულ პლასტინებს და მწარმოებლებს საშუალებას აძლევს ცვალებადი ინფორმაციის გამოყენებას, მაგალითად, QR კოდების ან ნომრების მიხედვით შედგენილი მიმდევრობების. ეს ხდის მცირე სერიებს (500 ეკზემპლარამდე) ეკონომიკურად მისაღებად, ასევე საშუალებას აძლევს დიზაინში ბოლო მომენტის შესწორებების გაკეთებას, რაც განსაკუთრებით სასარგებლოა სასეზონო აქციების დროს ან ახალი ბაზრების გამოცდის დროს. თუმცა, ციფრული სისტემების სწორად გაშვების მიზნით საჭიროებულია სპეციალური UV გამომშრალებელი მოწყობილობა. ამ დროს როტოგრავიური საწარმოები უნდა ინვესტიციები განაკეთონ სწორი ცილინდრების განლაგების საშუალებებში და მთელი პროცესის განმავლობაში მკაცრი ტემპერატურის კონტროლის შენარჩუნებაში.
Მასალისა და ზედაპირის მომზადება: ფერწერის მიბმის უზრუნველყოფა სტაბილური ლოგოს ბეჭდვის ხარისხის გასაუმჯობესებლად
Ფილმის შერჩევა (LDPE, HDPE, PP, მეტალოცენი) და მისი გავლენა ბეჭდვის შესაძლებლობაზე და მანქანისთან თავსებადობაზე
Იმის გარეშე, თუ რომელი პოლიმერი ვირჩევთ, ძალიან მნიშვნელოვანია ლოგოების სიცოცხლის ხანგრძლივობის, ბეჭდვის ხარისხის და მანქანების სწორად მუშაობის გარეშე. დაბალი სიმკვრივის პოლიეთილენი (LDPE) საკმაოდ მოქნილია, მაგრამ მის ზედაპირზე სპეციალური დამუშავება და უკეთესად მიმაგრებადი სპეციალური ფერწერები სჭირდება. მაღალი სიმკვრივის პოლიეთილენი (HDPE) სტიფნესს აძლევს, მაგრამ მისი კრისტალური სტრუქტურის გამო ფერწერის სწორად მიმაგრება რთულია. ეს ნიშნავს დამატებით ეტაპებს, მაგალითად, კორონა დამუშავებას და წარმოების მანძილზე ტემპერატურის ზუსტ კონტროლს. პოლიპროპილენი (PP) კარგ გამჭვირვალობას და სიძლიერეს აჩვენებს, მაგრამ მაღალი სიჩქარით მუშაობის დროს ბეჭდვის დროს სითბოს ძალიან ზუსტად კონტროლის გარეშე გამოხრების ტენდენცია აქვს. მეტალოცენით კატალიზებული ფილმები ყოველ უფრო მეტად პოპულარული ხდება, რადგან ისინი უკეთესად ინახავენ ფერწერს, მკვრივე გამოყენების თვისებებს აჩვენებენ და ბეჭდვის მოწყობილობებში უფრო სიმკვრივით მუშაობენ. ეს ფილმები ბეჭდვის პრობლემებს 35–40%-ით ამცირებენ 200 მეტრზე მეტი სიჩქარით მუშაობის დროს ჩვეულებრივი PE მასალების შედარებით. სწორი ფილმის არჩევანი ძალიან მნიშვნელოვანია ვების უწყვეტი მუშაობის უზრუნველყოფას, სწორი გამშრალების დროების უზრუნველყოფას და მნიშვნელოვანი ლოგოების დროთა განმავლობაში შენარჩუნებას.
Კორონის მკურნალობა და დაინის დონის მართვა არაპორულ საგრძნობარო ზედაპირებზე სასტაბილო ფერწერის დაკავშირების უზრუნველყოფა
Პოლიეთილენი (PE) და პოლიპროპილენი (PP) მასალები ბუნებრივად წინააღმდეგობას აძლევენ ფერწეროს, რადგან ისინი არ შთაიწოვენ არცერთ ნივთიერებას და არ რეაგირებენ ქიმიურად უმეტეს ნივთიერებასთან. ეს ნიშნავს, რომ ნებისმიერი დაბეჭდილი მასალის სწორად დაკავების საერთოდ სპეციალური მომზადება სჭირდება. სტანდარტული მეთოდი ჩაიწყება კორონა-მკურნალობით, რომელსაც ელექტრული მუხტი იწვევს ფილმის ზედაპირზე ოქსიდაციას. ეს პროცესი ზედაპირის დაძაბულობის მაჩვენებელს (რომელსაც დაინის დონე ეწოდება) 30 მილინიუტონი/მეტრიდან 38–44 მილინიუტონი/მეტრამდე ამაღლებს. თუმცა, 40 მილინიუტონი/მეტრზე მაღლება სინამდვილეში მნიშვნელოვანია. თუ ეს მაჩვენებელი უბრალოდ ცოტა დაეცემა — მაგალითად, ხუთი პუნქტით — ფლექსოგრაფიული ბეჭდვის სწორად დაკავების პრობლემების ალბათობა შეიძლება 70%-ით გაიზარდოს. ამჟამად უმეტესობა თანამედროვე პლასტმასის ჩანთების წარმოების ხაზები აღჭურვილია სენსორებით, რომლებიც უწყვეტად ამოწმებენ ამ დაინის დონეებს და ავტომატურად არეგულირებენ კორონა-მკურნალობის ინტენსივობას ფილმის სისქეს, მისი მოძრაობის სიჩქარეს და მოცემულ მომენტში ტენიანობის დონეს მიხედვით. ასევე მნიშვნელოვანია აღნიშვნა, რომ ამ მკურნალობის შედეგად მიღებული ზედაპირები როგორ სწრაფად კარგავენ ეფექტიანობას. მაგალითად, HDPE-ს შემთხვევაში — სათანადო მკურნალობის გარეშე — იგი შეიძლება მხოლოდ რვა საათში თავისი ფერწეროს დაკავების შესაძლებლობის ნახევარს დაკარგოს. ამიტომ ბევრი წარმოების საწარმო არჩევს მასალის მკურნალობას ბეჭდვამდე უშუალოდ ჩატარებას, რათა უზრუნველყოფოს ლოგოების დაკავება ჩანთების დახურვის პროცესების შემდეგ, პროდუქტებით ავსების შემდეგ ან მომხმარებლის ხელში მისვლის შემდეგ.
Ხშირად დასმული კითხვები
Კითხვა 1: ინტეგრირებული პლასტმასის ჩანთების წარმოების სისტემების ძირითადი უპირატესობა რა არის?
Პასუხი 1: ინტეგრირებული სისტემები აცილებენ ხელით შესრულებას, რაც ამცირებს დაბინძურების პრობლემებს და ბეჭდვის მისალაგებლობას, რაც საბოლოო ჯამში ამცირებს წარმოების დროს 40–60%-ით.
Კითხვა 2: როგორ ინარჩუნება ლოგოს მთლიანობა სიჩქარის მაღალი წარმოების დროს?
Პასუხი 2: ლოგოს მთლიანობა უზრუნველყოფილია ლაზერით მიმართული ტენსიის კონტროლით, დახურული ციკლის ოპტიკური რეგისტრაციით და ჰაერის ფლოტაციის ვებ-სტაბილიზატორებით, რომლებიც ზუსტად ინარჩუნებენ ტენსიას და მიმართულებას.
Კითხვა 3: რა განასხვავებს ფლექსოგრაფიულ ბეჭდვას სხვა მეთოდებისგან?
Პასუხი 3: ფლექსოგრაფიული ბეჭდვა მაღალი მოცულობის წარმოებისთვის იდეალურია მისი სიჩქარის, სიფასოვნის ეფექტურობის და დაბალი მომზადების ხარჯების გამო, რაც მის გამოყენებას საშუალებას აძლევს სტანდარტული PE/PP ფილმების შემთხვევაში.
Კითხვა 4: როდის უნდა განხილული იქნას ციფრული ან როტოგრავიური ბეჭდვა?
Პასუხი 4: ციფრული და როტოგრავიური ბეჭდვის ვარიანტები უფრო მისაღებია რთული ფერების მოთხოვნების, მოკლე სერიების ან caრგი ხარისხის სრულად დასრულებული ფინიშების შემთხვევაში, მიუხედავად იმისა, რომ მათ საჭიროებენ კონკრეტული მანქანების მომზადებას.
Კითხვა 5: რატომ არის ფილმის არჩევანი ბეჭდვის პროცესში განსაკუთრებით მნიშვნელოვანი?
A5: სხვადასხვა ფილმი, როგორიცაა LDPE, HDPE, PP და მეტალოცენი, გამოირჩევა უნიკალური თვისებებით, რომლებიც ზემოქმედებენ ბეჭდვის გასაგებრობასა და მანქანებთან შეთავსებადობას, რაც ზემოქმედებს სრულ წარმოების ხარისხზე.
Q6: როგორ მოქმედებს კორონული დამუშავება არაპორიერი საფუძვლებზე ბეჭდვის დროს?
A6: კორონული დამუშავება ოქსიდიზებს ფილმის ზედაპირს და ამატებს ზედაპირულ ტანგენციალურ ძალას (დაინის დონეს), რაც აუცილებელია ფერწერის მიბმისთვის და მნიშვნელოვნად ამცირებს ბეჭდვის დეფექტებს.