Si një makine për prodhimin e çantave plastike e mundëson prodhimin e plotë të çantave me logo të personalizuara
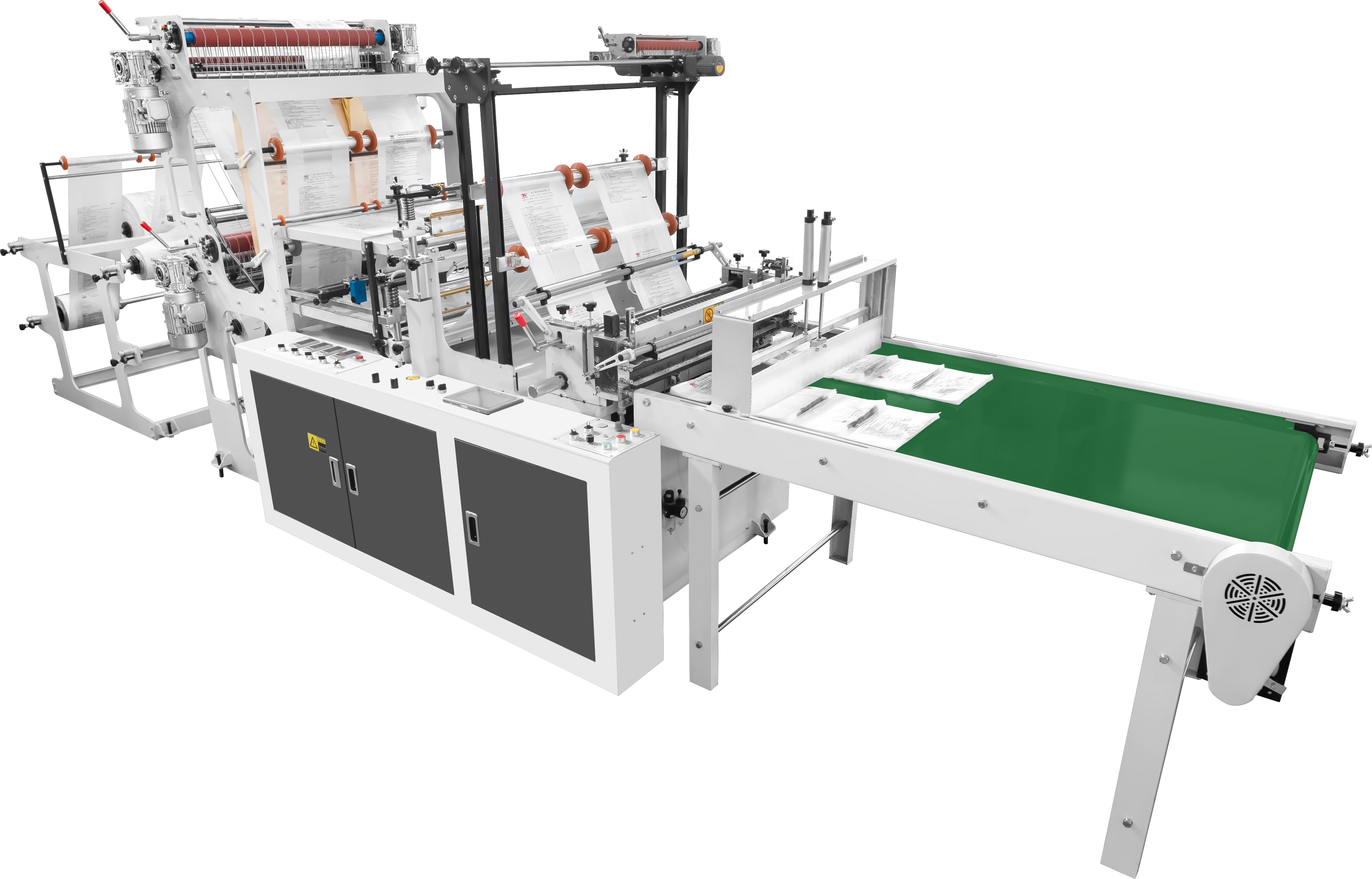
Ekstrudimi i integruar i filmave të pështjelluara, shtypi dhe konvertimi i çantave në një vijë të vetme
Ekipamenti më i fundit për prodhimin e çantave plastike kombinon ekstrudimin e filmave të pufosura, operacionet e shtypit dhe formimin aktual të çantave, të gjitha brenda një vije prodhimi të vazhdueshme. Ky sistem eliminon ato hapa manualë që shpesh shkaktojnë probleme kontaminimi dhe shtypje të papërshtatura. Fillimi bëhet me grana polimerike që hyjnë në ekstruder, ku sistemi i shkrin kujdesshëm dhe i pufos me ajër për të krijuar atë film tubular uniform. Kur ky material akoma i ngrohtë dhe i lëkundshëm lëviz përgjatë vijës, ai kalon në zonat e integruara të shtypit, ku rrotullues specifikë shtypin logo direkt para se materiali të jetë plotësisht i ftohtë. Në pjesën përfundimtare të procesit, mekanizmat e ngjitjes me nxehtësi dhe të prerjes formojnë produktin përfundimtar në vijë, kështu që çdo partisë del me pamje identike dhe me logo të vendosura në mënyrë të përsëritur. Prodhuesit raportojnë kursime prej 40 deri në 60 përqind në kohën e prodhimit krahasuar me metodat më të vjetra, plus ruajnë përshtatjen e logo-s brenda rreth gjysmë milimetri në të gjitha produktet e prodhuara.
Veçoritë e Saktësisë Janë Të Rëndësishme Për Integritetin e Logos: Kontrolli i Tensionit, Saktësia e Regjistrimit dhe Stabiliteti i Web-it
Për të shtypur logo të qarta dhe të konzistente kërkohet koordinimi i tre nën-sistemeve kryesore që punojnë bashkë. Kontrolli i tensionit me udhëzim lazer mban ndryshimet e shtrirjes së filmave nën ±0,5 %, kështu që imazhet nuk deformohen edhe kur makina funksionon me shpejtësi të lartë, deri në 200 metra në minutë. Për përshtatjen e shtypit, sistemet optike të regjistrimit me unazë të mbyllur kontrollojnë vazhdimisht këto modele shtypi, duke skanuar mbi 200 çanta në minutë dhe duke bërë rregullime të vogla kur është e nevojshme, për të mbajtur tolerancën brenda 0,3 mm. Pastaj kemi stabilizatorët e web-it me flotim ajror, të cilët në thelb e 'fluturojnë' filmën mbi një shtresë ajri të shtypur midis rrotullave, gjë që ndalon çdo vibracion që do të shkaktonte bllokimin e tindrës në tërë sipërfaqen. Kur i kombinoni të gjitha këto elemente, çfarë marrim? Logo të qarta edhe në filme shumë të holla, me trashësi vetëm 15 mikronë, shumicën e kohës, me defekte që ndodhin më pak se një herë në çdo qind shtypje kur gjithçka është konfiguruar si duhet.
Metodat e Shtypit të Përshtatshme me Makinat për Prodhimin e Çantave Plastike
Shtypja Flexografike: Më e Përshtatshme për Çantë me Logo të Personalizuara në Vëllime të Larta në Filmave Standarde PE/PP
Shtypimi flexo është bërë më shumë ose më pak metoda e preferuar për prodhimin e çantave me logo të personalizuara në sasi të mëdha në filmat PE dhe PP. Shkaqet kryesore? Shpejtësia, efikasiteti i kostos dhe lehtësia me të cilën integrohet në linjat ekzistuese të prodhimit të çantave. Shtypësit flexografikë punojnë me pllaka fleksibël fotopolimerike dhe përdorin ngjyra të bazuar në ujë ose ngjyra me tretësira ekologjike që thahen shpejt. Kjo do të thotë se për markat, logot shtypen me qartësi dhe konzistencë të lartë, me shpejtësi impresionuese prej rreth 1500 këmbësh në minutë. Kostot e montimit janë relativisht të ulëta krahasuar me metoda të tjera, ndërsa ndryshimi midis dizajneve të ndryshme bëhet aq shpejt sa mund të mbajë hapat me porositë që variojnë nga dhjetëra mijë deri në qindra mijë njësi. Shumica e shtypësve moderne flexo vijnë me kontrolla të tensionit me precizion dhe sisteme automatike regjistrimi si veçori standarde. Këto ndihmojnë në arritjen e saktësisë së pozicionimit brenda rreth 0,1 mm, kështu që logot mbeten të qarta dhe duke dukur identike në çdo çantë të prodhuar pa kërkuar rregullime të vazhdueshme me dorë.
Opsione Digjitale dhe Rotogravurë: Kur Kompleksiteti i Ngjyrave, Seritë e Shkurtra ose Përfundimi Premium Justifikojnë Koston Shtesë
Kur shikohet nevoja për shtypim specializuar, të dy metodat, digjitale dhe rotogravurë, sjellin forcat e tyre të veçanta në tabelë, edhe pse kërkojnë pajisje specifike. Rotogravura dallohet për saktësinë e jashtëzakonshme të ngjyrave, detajet e qarta dhe përfundimet e sofistikuara si shkëlqimi metalik ose teksturat me pasqyrë. Kjo arrihet përmes cilindrave të gravuruar që përdor, prandaj shumë paketa të produkteve të larta të cilësisë mbështeten në këtë metodë, veçanërisht kur punohet me dizajne komplekse që kërkojnë më shumë se ngjyra bazike apo kalime të buta midis ngjyrave. Matematika bëhet më e favorshme kur prodhimi arrin rreth gjysmë milioni njësi në vit. Nga ana tjetër, shtypimi digjital eliminon plotësisht pllakat e shtrenjta dhe lejon prodhuesit të përdorin informacion variabël, si kodet QR ose sekuencat numerike. Kjo bën batch-et e vogla, deri në 500 copë, ekonomikisht të vižueshme, duke lejuar gjithashtu ndryshime të fundit të dizajnit, gjë që është shumë e dobishme gjatë promovimeve të festave ose kur testohen tregjet e reja. Megjithatë, për të futur sistemet digjitale në funksionim të duhur, kërkohet ekuipim i veçantë për kurimin me UV. Ndërkohë, fabrikat e rotogravurës duhet të investojnë në mjete të sakta për rregullimin e pozicionit të cilindrave dhe të mbajnë kontroll të saktë të temperaturës gjatë tërë operimit.
Përgatitja e Materialit dhe e Sipërfaqes: Sigurimi i Ngjitjes së Tintës për Një Cilësi të Qëndrueshme të Shtypit të Logos
Zgjedhja e Filmit (LDPE, HDPE, PP, Metallocene) dhe Ndikimi i Tij mbi Shtypshmerinë dhe Përshtatshmërinë me Makinën
Lloji i polimerit që zgjedhim ka vërtet një ndikim të madh në përdorshmërinë e logotipave, në qartësinë e shtypit dhe në performancën e makinave. Polietilena me dendësi të ulët ose LDPE është shumë e lëkundshme, por kërkon trajtime speciale në sipërfaqe dhe tinta speciale që ngjiten më mirë. HDPE na jep ngurtësi, por për shkak të strukturës së saj kristalore, ngjitja e tintës mund të jetë e vështirë. Kjo do të thotë hapa shtesë si trajtimi me koronë dhe monitorimi i kujdesshëm i temperaturës gjatë tërë procesit prodhues. Polipropilena ose PP ka qartësi dhe fortësi të mira, por kur punohet me shpejtësi të lartë, tendencën e deformimit, përveçse nëse nxehtësia kontrollohet me shumë precizion gjatë shtypit. Filmët e katalizuara me metalocen po bëhen gjithnjë e më të popullarizuar sepse mbajnë më mirë tintën, kanë veti më të forta shkrirjeje dhe funksionojnë më rrjedhshëm në pajisjet e shtypit. Këto filme zvogëlojnë problemet e shtypit me rreth 35–40% kur punohen me shpejtësi mbi 200 metra në minutë, krahasuar me materiale të zakonshme PE. Zgjedhja e duhur e filmës është shumë e rëndësishme për të ruajtur lëvizjen e vazhdueshme të rrotullës, për të siguruar kohët e duhura të tharjes dhe për të ruajtur logotipat e rëndësishëm në kohë.
Trajtimi i Koronës dhe Menaxhimi i Nivelit të Dinës për Lidhje të Besueshme të Tintës në Nënstratet Jo-Porozë
Materialet polietilen (PE) dhe polipropilen (PP) rezistojnë natyrshëm ngjyrës sepse nuk thithin asgjë dhe nuk reagojnë kimikisht me shumicën e substancave. Kjo do të thotë se është e nevojshme një përgatitje speciale për të siguruar që çdo material i shtypur të ngjitet mirë. Metoda standarde përfshin një procedurë të quajtur trajtimi me koronë, ku një ngarkesë elektrike krijon oksidim në sipërfaqen e filmi. Ky proces rrit matjen e tensionit sipërfaqësor, i quajtur nivel dyne, nga rreth 30 deri në intervalin 38–44 mN/m. Megjithatë, kalimi i vlerës 40 mN/m është shumë i rëndësishëm. Nëse kjo vlerë bie edhe pak, p.sh. vetëm 5 njësi, rreziku i problemeve me ngjitjen e shtypit fleksografik rritet menjëherë për 70%. Tani shumica e linjave moderne të prodhimit të çantave plastike janë pajisur me sensorë që kontrollojnë vazhdimisht këto nivele dyne dhe rregullojnë automatikisht intensitetin e trajtimit me koronë në varësi të faktorëve si trashësia e filmi, shpejtësia me të cilën lëviz nëpër makinë dhe humidesia në çdo moment. Po ashtu, duhet theksuar edhe shpejtësia me të cilën këto sipërfaqe të trajtuara humbasin efikasitetin e tyre. Për shembull, HDPE pa trajtim adekuat mund të humbë rreth gjysmën e aftësisë së saj për të mbajtur ngjyrën brenda vetëm tetë orësh. Prandaj, shumë operacione zgjedhin të trajtojnë materialin menjëherë para shtypit, duke siguruar që logotë të qëndrojnë në vend edhe pasi çantat kalohen nëpër proceset e hermetizimit, mbushen me produkte ose arrin në duart e konsumatorëve.
FAQ
Q1: Cili është avantazhi kryesor i sistemeve të integruara të prodhimit të çantave plastike?
A1: Sistemet e integruara eliminohen hapet manuale, duke zvogëluar problemet e kontaminimit dhe mosprapërshtatjen e shtypjeve, duke zvogëluar në fund kohën e prodhimit me 40–60%.
Q2: Si ruhet integriteti i logotipit gjatë prodhimit me shpejtësi të lartë?
A2: Integriteti i logotipit sigurohet përmes kontrollit të tensionit të udhëzuar nga laseri, regjistrimit optik me unazë të mbyllur dhe stabilizatorëve të web-it me flotim ajri, të cilët mbajnë tensionin dhe rregullimin me saktësi.
Q3: Çfarë e dallon shtypjen flexografike nga metodat e tjera?
A3: Shtypja flexografike është ideale për prodhimin me vëllim të lartë për shkak të shpejtësisë, efikasitetit ekonomik dhe kushteve të ulëta fillestare, gjë që e bën të përshtatshme për filmat standard PE/PP.
Q4: Kur duhet konsideruar shtypja digjitale ose rotogravurë?
A4: Variantet digjitale dhe rotogravurë janë të preferuara për kërkesa komplekse ngjyrash, serive të shkurtra ose përfundimeve premium, edhe pse kërkojnë pajisje specifike të montuara.
Q5: Pse është e rëndësishme zgjedhja e filmave në procesin e shtypjes?
A5: Filmat e ndryshëm si LDPE, HDPE, PP dhe metalloceni kanë veti unike që ndikojnë në qartësinë e shtypit dhe përshtatshmërinë me makineritë, duke ndikuar në cilësinë e përgjithshme të prodhimit.
Q6: Çfarë rol i luan trajtimi me koronë në shtypjen mbi substratet jo-porozë?
A6: Trajtimi me koronë oksidizon sipërfaqen e filmi, duke rritur tensionin sipërfaqësor (niveli dyne), i cili është i domosdoshëm për ngjitjen e tindrave, duke zvogëluar në mënyrë të konsiderueshme defektet e shtypit.
Përmbajtja
- Si një makine për prodhimin e çantave plastike e mundëson prodhimin e plotë të çantave me logo të personalizuara
- Metodat e Shtypit të Përshtatshme me Makinat për Prodhimin e Çantave Plastike
- Përgatitja e Materialit dhe e Sipërfaqes: Sigurimi i Ngjitjes së Tintës për Një Cilësi të Qëndrueshme të Shtypit të Logos