Comment une machine à fabriquer des sacs en plastique permet une production clé en main de sacs avec logo personnalisé
Extrusion soufflée intégrée, impression et conversion en sacs sur une seule ligne
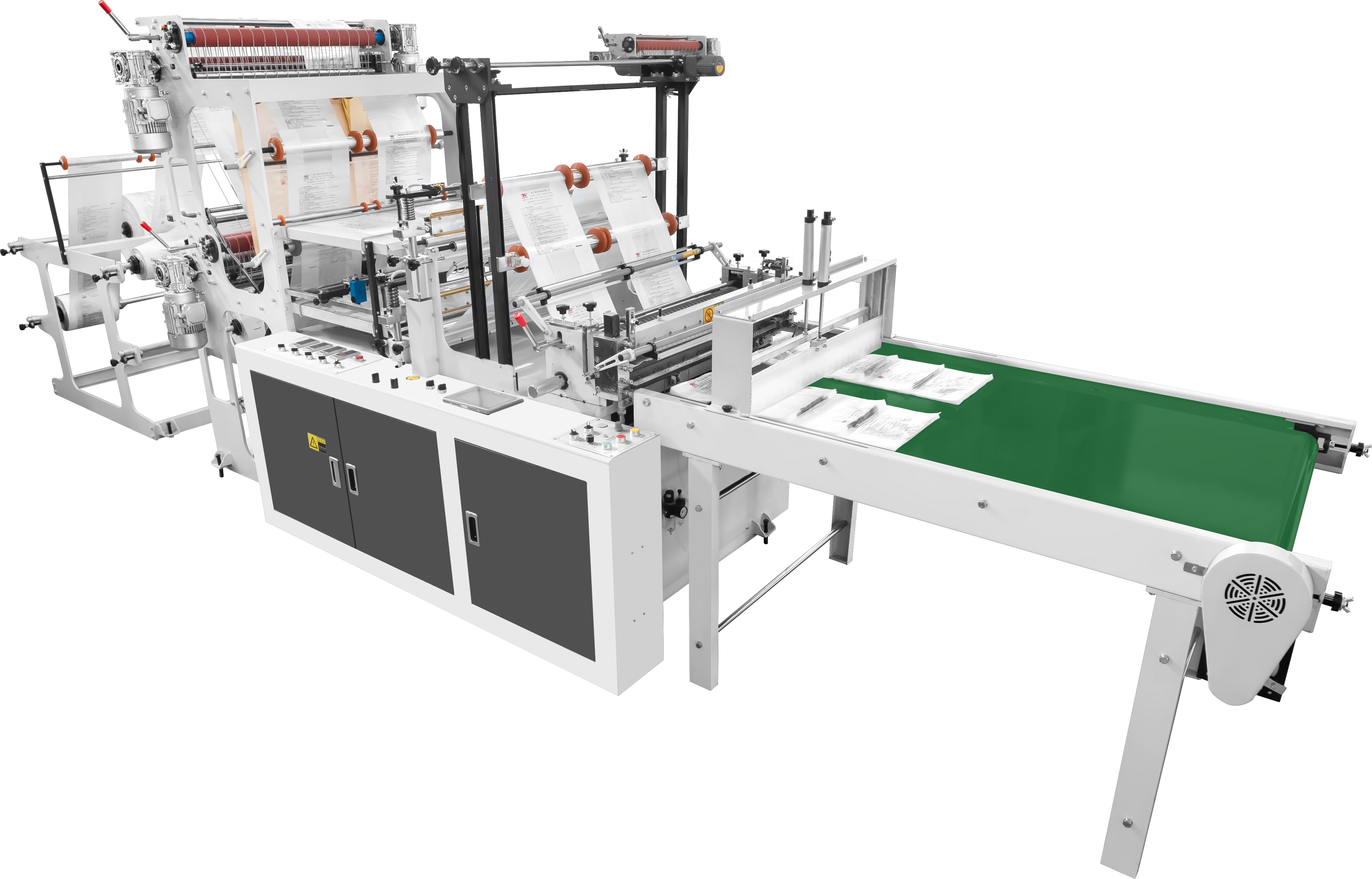
Les équipements les plus récents pour la fabrication de sacs en plastique combinent l'extrusion de film gonflé, les opérations d'impression et la formation réelle des sacs au sein d'une seule ligne de production continue. Ce dispositif élimine les étapes manuelles souvent à l'origine de problèmes de contamination et d'impressions décalées. À partir de granulés polymères introduits dans l'extrudeuse, le système les fait fondre avec soin puis les gonfle à l'air afin de créer un film tubulaire uniforme. Lorsque ce matériau encore chaud et souple progresse le long de la ligne, il traverse des zones d'impression intégrées où des rouleaux spéciaux y impriment directement les logos, juste avant que le refroidissement complet ne soit atteint. Vers la fin du processus, des mécanismes de scellage thermique et de découpe façonnent le produit final en continu, de sorte que chaque lot sort identique, avec des logos positionnés de façon constante. Les fabricants indiquent réaliser des économies de temps de production allant de 40 à 60 % par rapport aux méthodes anciennes, tout en maintenant un alignement des logos précis à environ 0,5 mm sur l'ensemble des produits fabriqués.
Fonctionnalités de précision essentielles à l’intégrité du logo : contrôle de la tension, précision du registre et stabilité de la bande
Imprimer des logos nets et cohérents exige une coordination entre trois sous-systèmes clés fonctionnant ensemble. Le système de contrôle de la tension guidé par laser maintient les variations d’étirement du film à moins de ±0,5 %, afin que les images ne se déforment pas, même à des vitesses impressionnantes de 200 mètres par minute. Pour l’alignement, des systèmes optiques de registration en boucle fermée vérifient constamment les motifs d’impression, analysant plus de 200 sacs chaque minute et effectuant des ajustements minimes, si nécessaire, pour rester dans la tolérance de 0,3 mm. Ensuite, il y a ces stabilisateurs pneumatiques de la bande qui font littéralement flotter le film sur une couche d’air comprimé entre les rouleaux, éliminant ainsi tout battement qui pourrait autrement étaler l’encre de façon anarchique. Rassemblés, tous ces éléments permettent-ils d’obtenir quoi ? Des logos nets sur des films incroyablement fins de 15 microns, dans la plupart des cas, avec des défauts survenant moins d’une fois sur cent impressions lorsque tout est correctement configuré.
Méthodes d’impression compatibles avec les machines de fabrication de sacs en plastique
Impression flexographique : la solution idéale pour les sacs personnalisés avec logo en grande quantité sur films standard en PE/PP
L'impression flexographique est devenue la méthode privilégiée pour produire, en grandes quantités, des sacs personnalisés avec logo sur des films en PE et en PP. Les principales raisons ? Sa rapidité, son rapport coût-efficacité et sa facilité d’intégration dans les lignes de production de sacs existantes. Les imprimeuses flexographiques utilisent des plaques photopolymères souples et des encres à base d’eau ou des encres solvantées écologiques qui sèchent rapidement. Pour les marques, cela signifie des logos imprimés de façon nette et cohérente, à des vitesses impressionnantes d’environ 1500 pieds par minute. Les coûts de mise en place sont relativement faibles comparés à d’autres méthodes, et le changement entre différents motifs s’effectue suffisamment rapidement pour répondre aux commandes allant de dizaines de milliers à des centaines de milliers d’unités. La plupart des machines flexographiques modernes sont équipées, en standard, de systèmes de contrôle précis de la tension et de systèmes automatiques de réglage de la registration. Ces dispositifs permettent d’atteindre une précision d’alignement d’environ 0,1 mm, garantissant ainsi que les logos restent nets et identiques sur chaque sac produit, sans nécessiter d’ajustements manuels constants.
Options numériques et héliogravure : Lorsque la complexité des couleurs, les petites séries ou la finition haut de gamme justifient un coût supplémentaire
Lorsqu’on examine les besoins d’impression spécialisés, les méthodes numérique et héliogravure apportent chacune leurs propres atouts, bien qu’elles nécessitent des configurations spécifiques de machines. L’héliogravure se distingue par son extraordinaire précision chromatique, ses détails nets et ses finitions sophistiquées, telles que les reflets métalliques ou les textures brillantes. Cela découle des cylindres gravés qu’elle utilise, ce qui explique pourquoi de nombreux emballages de produits haut de gamme reposent sur cette technique, notamment lorsqu’il s’agit de motifs complexes exigeant plus que de simples couleurs ou des transitions douces entre teintes. Le calcul devient plus avantageux dès que la production atteint environ 500 000 unités par an. À l’inverse, l’impression numérique élimine totalement les coûteuses plaques et permet aux fabricants d’intégrer des informations variables, comme des codes QR ou des séquences numérotées. Cela rend économiquement viable la production de petites séries, à partir de 500 pièces, tout en autorisant des modifications de dernière minute sur les maquettes — un avantage particulièrement utile pendant les campagnes promotionnelles de fin d’année ou lors du test de nouveaux marchés. Toutefois, la mise en service correcte des systèmes numériques exige du matériel spécialisé de polymérisation UV. Par ailleurs, les ateliers d’héliogravure doivent investir dans des outils précis d’alignement des cylindres et maintenir des contrôles stricts de la température tout au long du processus.
Préparation du matériau et de la surface : garantir l’adhérence de l’encre pour une qualité d’impression durable du logo
Sélection du film (LDPE, HDPE, PP, métallocène) et son incidence sur l’imprimabilité et la compatibilité avec la machine
Le type de polymère que nous choisissons influe réellement sur la durée de vie des logos, sur la netteté de l’impression et sur le bon fonctionnement des machines. Le polyéthylène basse densité (PEBD) est assez souple, mais nécessite des traitements spécifiques de sa surface ainsi qu’encre spéciale assurant une meilleure adhérence. Le polyéthylène haute densité (PEHD) confère de la rigidité, mais en raison de sa structure cristalline, l’adhérence de l’encre peut s’avérer délicate, ce qui implique des étapes supplémentaires telles que le traitement Corona et une surveillance rigoureuse de la température tout au long de la production. Le polypropylène (PP) offre une bonne clarté et une bonne résistance, mais lorsqu’il est imprimé à grande vitesse, il a tendance à se déformer, sauf si la gestion thermique est extrêmement précise pendant l’impression. Les films catalysés par des métallocènes gagnent en popularité, car ils assurent une meilleure tenue de l’encre, possèdent des propriétés de fusion supérieures et circulent plus facilement dans les équipements d’impression. Par rapport aux matériaux PE classiques, ces films réduisent les problèmes d’impression d’environ 35 à 40 % lors de vitesses supérieures à 200 mètres par minute. Le choix du film adapté revêt une importance capitale pour assurer un déroulement fluide de la bande, garantir des temps de séchage appropriés et préserver, dans le temps, ces logos essentiels.
Traitement Corona et gestion du niveau de dyne pour une liaison fiable de l’encre sur des substrats non poreux
Les matériaux en polyéthylène (PE) et en polypropylène (PP) résistent naturellement à l’encre, car ils n’absorbent rien et ne réagissent pas chimiquement avec la plupart des substances. Cela signifie qu’une préparation spéciale est nécessaire pour assurer une bonne adhérence de tout matériau imprimé. La méthode standard consiste en un traitement appelé « traitement Corona », au cours duquel une charge électrique provoque une oxydation à la surface du film. Ce procédé augmente la mesure de la tension superficielle, appelée niveau dyne, passant d’environ 30 à une valeur comprise entre 38 et 44 mN/m. Dépasser toutefois le seuil de 40 mN/m revêt une importance capitale : si cette valeur diminue même légèrement — par exemple de cinq points —, le risque de problèmes d’adhérence lors de l’impression flexographique augmente soudainement de 70 %. La plupart des lignes modernes de production de sacs en plastique sont désormais équipées de capteurs qui vérifient en continu ces niveaux dyne tout en ajustant automatiquement l’intensité du traitement Corona en fonction de facteurs tels que l’épaisseur du film, sa vitesse de déplacement dans la machine ou encore l’humidité ambiante à un instant donné. Il convient également de noter la rapidité avec laquelle ces surfaces traitées perdent leur efficacité. Prenons l’exemple du PEHD : sans traitement adéquat, il peut perdre environ la moitié de sa capacité à retenir l’encre en seulement huit heures. C’est pourquoi de nombreuses unités choisissent de traiter le matériau juste avant l’impression, garantissant ainsi que les logos restent parfaitement fixés, même après que les sacs ont subi des opérations de scellage, été remplis de produits ou sont parvenus entre les mains des consommateurs.
FAQ
Q1 : Quel est le principal avantage des systèmes intégrés de fabrication de sacs en plastique ?
R1 : Les systèmes intégrés éliminent les opérations manuelles, réduisant ainsi les problèmes de contamination et les décalages d’impression, ce qui permet de diminuer le temps de production de 40 à 60 %.
Q2 : Comment l’intégrité du logo est-elle préservée pendant la production à grande vitesse ?
R2 : L’intégrité du logo est garantie grâce à un contrôle laser de la tension, à un système optique de registration en boucle fermée et à des stabilisateurs de rouleau par flottaison pneumatique, assurant une tension et un alignement précis.
Q3 : En quoi l’impression flexographique se distingue-t-elle des autres méthodes ?
R3 : L’impression flexographique convient particulièrement aux productions à grande échelle en raison de sa rapidité, de son coût avantageux et de ses faibles coûts de mise en place, ce qui la rend adaptée aux films standard en PE/PP.
Q4 : Dans quels cas faut-il envisager l’impression numérique ou l’impression héliogravure ?
R4 : Les options d’impression numérique ou héliogravure sont privilégiées pour répondre à des exigences complexes en matière de couleurs, pour des tirages courts ou pour des finitions haut de gamme, bien qu’elles nécessitent des configurations spécifiques de machines.
Q5 : Pourquoi la sélection du film est-elle cruciale dans le processus d’impression ?
A5 : Différents films, tels que le LDPE, le HDPE, le PP et le métallocène, possèdent des propriétés uniques qui influencent la netteté de l’impression et la compatibilité avec les machines, affectant ainsi la qualité globale de la production.
Q6 : Quel rôle joue le traitement Corona dans l’impression sur des substrats non poreux ?
A6 : Le traitement Corona oxyde la surface du film, augmentant ainsi sa tension superficielle (niveau en dynes), ce qui est essentiel pour l’adhérence de l’encre et permet de réduire considérablement les défauts d’impression.
Table des matières
- Comment une machine à fabriquer des sacs en plastique permet une production clé en main de sacs avec logo personnalisé
- Méthodes d’impression compatibles avec les machines de fabrication de sacs en plastique
- Préparation du matériau et de la surface : garantir l’adhérence de l’encre pour une qualité d’impression durable du logo