Как станок для производства полиэтиленовых пакетов обеспечивает сквозное производство продукции с индивидуальным логотипом
Интегрированные процессы экструзии надутой плёнки, печати и формовки пакетов в единой линии
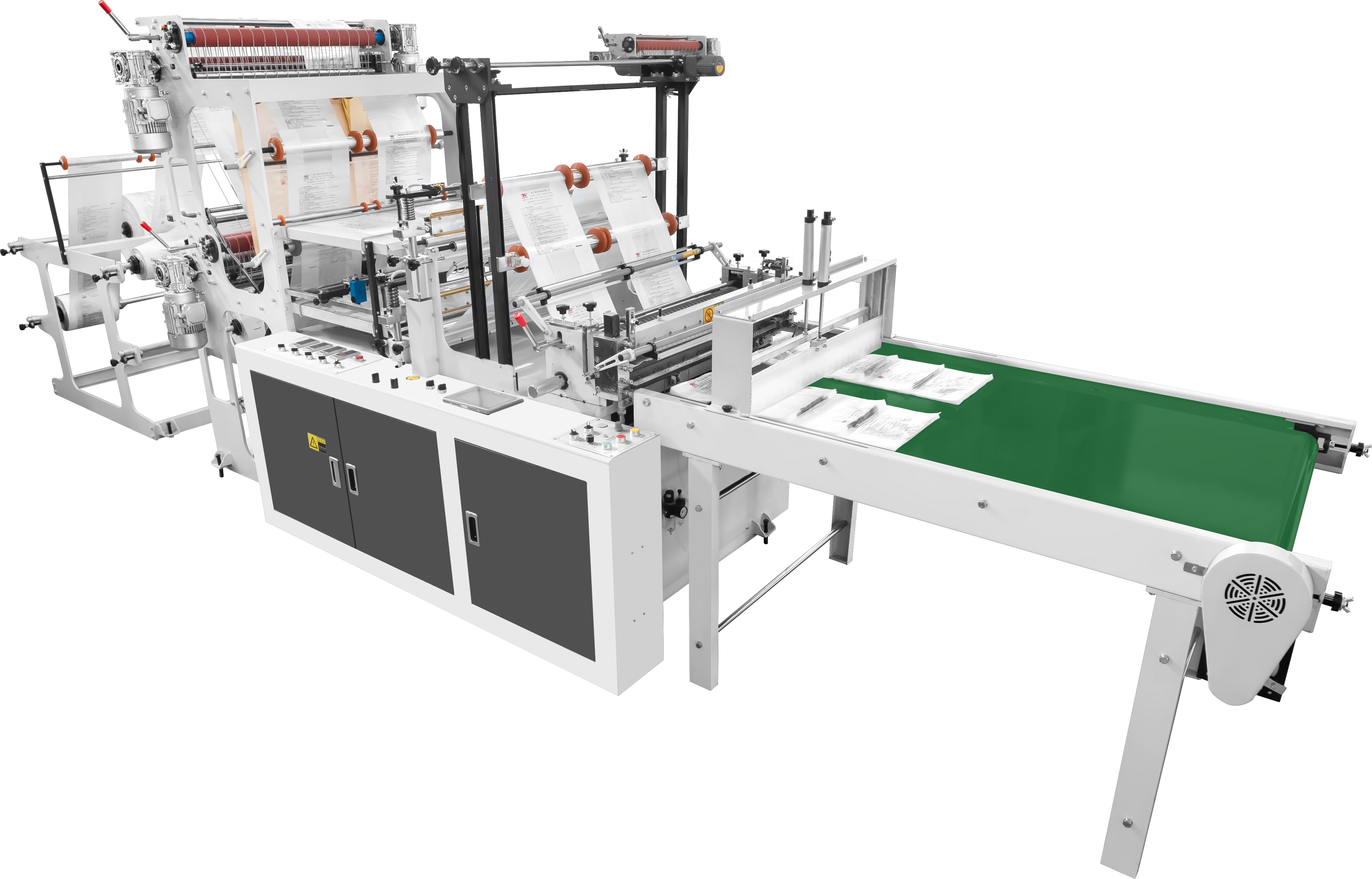
Современное оборудование для производства пластиковых пакетов объединяет процессы экструзии надутой плёнки, печати и непосредственного формирования пакетов в одной непрерывной производственной линии. Такая конфигурация исключает ручные операции, которые зачастую приводят к проблемам с загрязнением и несоответствием расположения печати. Процесс начинается с подачи полимерных гранул в экструдер, где они аккуратно расплавляются и надуваются воздухом для получения однородной трубчатой плёнки. По мере перемещения этого ещё тёплого и гибкого материала по линии он проходит через интегрированные зоны печати, где специальные ролики наносят логотипы непосредственно перед окончательным охлаждением. На завершающем этапе процесса механизмы термосварки и резки формируют готовый продукт непосредственно в линии, обеспечивая одинаковый внешний вид каждой партии и точное, стабильное расположение логотипов. Производители сообщают об экономии времени производства на 40–60 % по сравнению с устаревшими методами, а также о сохранении точности совмещения логотипов в пределах примерно половины миллиметра для всех выпускаемых изделий.
Точность параметров, критически важная для сохранения логотипа: контроль натяжения, точность совмещения и стабильность полотна
Чтобы получать чёткие и стабильные логотипы при печати, требуется слаженная работа трёх ключевых подсистем. Система лазерного управления натяжением плёнки обеспечивает отклонения растяжения не более ±0,5 %, поэтому изображения не искажаются даже при сверхвысоких скоростях печати — до 200 метров в минуту. Для точной привязки изображений используются оптические системы регистрации с обратной связью, которые постоянно контролируют печатные рисунки: за минуту сканируется более 200 пакетов, а при необходимости выполняются микрокорректировки для соблюдения допуска в пределах 0,3 мм. Кроме того, применяются стабилизаторы полотна с воздушной подушкой, которые буквально «парят» плёнку на слое сжатого воздуха между роликами, устраняя любые колебания, способные размыть чернила по всей поверхности. В совокупности все эти решения позволяют добиваться чётких логотипов даже на исключительно тонких плёнках толщиной всего 15 мкм; при правильной настройке дефекты возникают реже одного раза на сто отпечатков.
Способы печати, совместимые с машинами для производства пластиковых пакетов
Флексографическая печать: наилучший выбор для изготовления большого количества пакетов с индивидуальным логотипом на стандартных пленках из ПЭ/ПП
Флексографическая печать стала практически основным методом производства фирменных пакетов с логотипом в больших количествах на пленках из полиэтилена (PE) и полипропилена (PP). Основные причины — высокая скорость, экономическая эффективность и простота интеграции в существующие линии по производству пакетов. Флексографические печатные машины работают с гибкими фотополимерными формами и используют водные или экологически безопасные растворительные краски, которые быстро высыхают. Для брендов это означает чёткую и стабильную печать логотипов с впечатляющей скоростью — около 1500 футов в минуту. Затраты на подготовку к печати относительно невелики по сравнению с другими методами, а смена дизайнов осуществляется достаточно быстро, чтобы оперативно выполнять заказы объёмом от десятков до сотен тысяч единиц. Большинство современных флексографических машин оснащены в стандартной комплектации системами точного контроля натяжения и автоматической регистрации. Это позволяет достигать точности совмещения изображений в пределах примерно 0,1 мм, благодаря чему логотипы остаются чёткими и выглядят одинаково на каждом отдельном пакете без необходимости постоянной ручной корректировки.
Цифровая и глубокая печать: когда сложность цвета, короткие тиражи или премиальное исполнение оправдывают дополнительные затраты
При рассмотрении специализированных задач печати как цифровой, так и глубокий способ печати обладают своими преимуществами, хотя для каждого из них требуются специфические настройки оборудования. Глубокая печать выделяется исключительной точностью цветопередачи, чёткостью деталей и эффектными отделками — например, металлическим блеском или глянцевой текстурой. Это достигается за счёт использования гравированных цилиндров, поэтому данный метод широко применяется при производстве упаковки премиальных товаров, особенно при сложных дизайнах, требующих не только базовых цветов, но и плавных переходов между оттенками. Экономически оправданным этот метод становится при объёме производства порядка полумиллиона единиц в год. С другой стороны, цифровая печать полностью исключает дорогостоящие печатные формы и позволяет наносить переменную информацию — например, QR-коды или сквозную нумерацию. Благодаря этому малые тиражи — от 500 штук — становятся экономически целесообразными, а также возможны корректировки дизайна в последний момент, что особенно полезно во время праздничных акций или при тестировании новых рынков. Однако для правильной эксплуатации цифровых систем требуется специальное оборудование УФ-отверждения. В свою очередь, предприятия, использующие глубокую печать, должны инвестировать в точные инструменты для выравнивания цилиндров и поддерживать строгий контроль температурного режима в течение всего процесса печати.
Подготовка материала и поверхности: обеспечение адгезии чернил для получения долговечной печати логотипа высокого качества
Выбор пленки (LDPE, HDPE, PP, метALLOCЕН) и ее влияние на печатаемость и совместимость с оборудованием
Выбор полимера действительно имеет большое значение для срока службы логотипов, четкости их печати и стабильности работы оборудования. Полиэтилен низкой плотности (LDPE) достаточно гибкий, однако требует специальной обработки поверхности и специальных чернил, обеспечивающих лучшее сцепление. Полиэтилен высокой плотности (HDPE) обеспечивает жесткость, но из-за своей кристаллической структуры адгезия чернил затруднена, что требует дополнительных операций, таких как коронное воздействие, а также тщательного контроля температуры на всех этапах производства. Полипропилен (PP) обладает хорошей прозрачностью и прочностью, однако при высокоскоростной печати склонен к деформации, если не осуществлять точный контроль теплового режима в процессе печати. Пленки, полученные с использованием метALLOCЕНовых катализаторов, набирают популярность благодаря улучшенной адгезии чернил, более высокой термостойкости расплава и лучшей совместимости с печатным оборудованием. При скорости печати свыше 200 метров в минуту такие пленки снижают количество печатных дефектов примерно на 35–40 % по сравнению с обычными полиэтиленовыми материалами. Правильный выбор пленки играет ключевую роль в обеспечении бесперебойной работы рулона, соблюдении оптимальных сроков высыхания и сохранении важных логотипов на протяжении длительного времени.
Обработка от короны и управление уровнем дин (дин-уровнем) для надежного сцепления чернил с непористых субстратов
Полиэтилен (PE) и полипропилен (PP) по своей природе устойчивы к чернилам, поскольку не впитывают ничего и не вступают в химическую реакцию с большинством веществ. Это означает, что для обеспечения надежного сцепления печатного изображения требуется специальная подготовка поверхности. Стандартным методом является коронный разряд, при котором электрический заряд вызывает окисление поверхности пленки. В результате этого процесса измеряемое значение поверхностного натяжения — так называемый уровень дин — повышается с примерно 30 до диапазона от 38 до 44 мН/м. При этом превышение значения 40 мН/м имеет принципиальное значение: даже незначительное снижение этого показателя — например, на пять единиц — резко увеличивает вероятность возникновения проблем с адгезией при флексографической печати на 70 %. Большинство современных линий по производству пластиковых пакетов оснащены датчиками, которые постоянно контролируют уровень дин и автоматически регулируют интенсивность коронного разряда в зависимости от таких факторов, как толщина пленки, скорость её прохождения через машину и текущая влажность окружающей среды. Также важно учитывать, насколько быстро обработанная поверхность теряет свою эффективность. Например, в случае HDPE без надлежащей обработки способность удерживать чернила может снизиться примерно наполовину уже в течение восьми часов. Именно поэтому многие производственные процессы предусматривают обработку материала непосредственно перед печатью, чтобы логотипы оставались чёткими и стойкими даже после герметизации пакетов, их наполнения продуктами или попадания в руки потребителей.
Часто задаваемые вопросы
Вопрос 1: Какое главное преимущество интегрированных систем производства пластиковых пакетов?
Ответ 1: Интегрированные системы исключают ручные операции, снижая риски загрязнения и смещения печатных изображений, что в итоге сокращает время производства на 40–60 %.
Вопрос 2: Как обеспечивается сохранность логотипа при высокоскоростном производстве?
Ответ 2: Целостность логотипа гарантируется за счёт лазерного контроля натяжения, оптической регистрации с обратной связью и стабилизаторов полотна с воздушной подушкой, которые обеспечивают точное поддержание натяжения и выравнивания.
Вопрос 3: Чем флексографическая печать отличается от других методов?
Ответ 3: Флексографическая печать идеально подходит для массового производства благодаря высокой скорости, экономичности и низким затратам на подготовку, что делает её подходящей для стандартных плёнок из полиэтилена (PE) и полипропилена (PP).
Вопрос 4: В каких случаях следует рассматривать цифровую или глубокую печать?
Ответ 4: Цифровая и глубокая печать предпочтительны при сложных цветовых требованиях, коротких тиражах или необходимости премиального качества отделки, несмотря на необходимость специальной настройки оборудования.
Вопрос 5: Почему выбор плёнки имеет решающее значение в процессе печати?
A5: Различные пленки, такие как LDPE, HDPE, PP и метALLOCENE, обладают уникальными свойствами, которые влияют на четкость печати и совместимость с оборудованием, что сказывается на общем качестве производства.
В6: Какую роль играет коронное воздействие при печати на непористых основах?
A6: Коронное воздействие окисляет поверхность пленки, повышая поверхностное натяжение (уровень дин), что необходимо для адгезии краски и значительно снижает количество дефектов при печати.
Содержание
- Как станок для производства полиэтиленовых пакетов обеспечивает сквозное производство продукции с индивидуальным логотипом
- Способы печати, совместимые с машинами для производства пластиковых пакетов
- Подготовка материала и поверхности: обеспечение адгезии чернил для получения долговечной печати логотипа высокого качества