Hoe 'n plastiek sakvervaardigingsmasjien eind-tot-eind aangepaste logo-produksie moontlik maak
Geïntegreerde geblaasde film-ekstrusie, drukwerk en sakomsetting in een lyn
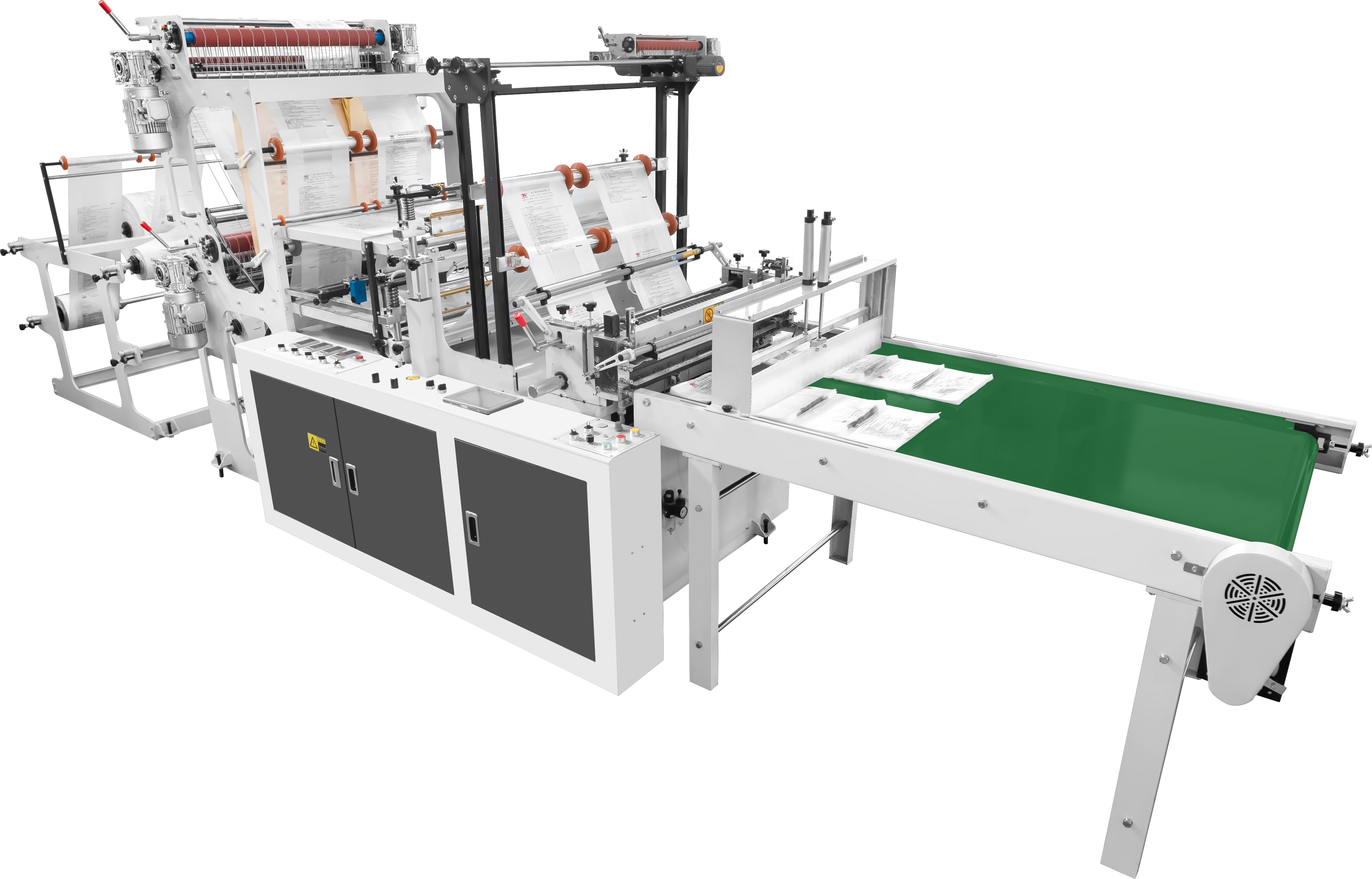
Die nuutste plastiese sakvervaardigingsuitrusting kombineer geblaasde film-ekstrusie, drukwerkbedrywighede en die werklike vorming van sakke almal binne een aaneenlopende vervaardigingslyn. Hierdie opstelling verwyder daardie handmatige stappe wat dikwels tot besmettingsprobleme en misgeplaatste drukwerk lei. Beginnende met polimeergranules wat in die ekstruder ingevoer word, smelt die stelsel dit versigtig en blaas dit met lug op om daardie eenvormige buisvormige film te vorm. Terwyl hierdie steeds warm en buigsame materiaal voortbeweeg, kom dit by geïntegreerde drukareas waar spesiale rolle logos daarop afstamp net voor die hele produk volkome afkoel. Teen die einde van die proses vorm hitte-seël- en sny-meganismes die finale produk lyn-inlyn, sodat elke partjie presies dieselfde lyk met logostellings wat konsekwent is. Vervaardigers rapporteer dat hulle tussen 40 en 60 persent tyd bespaar op produksietyd in vergelyking met ouer metodes, en dat hulle logo-uitlyning binne ongeveer ‘n half millimeter vir alle produkte wat vervaardig word, behou.
Presisiekenmerke wat noodsaaklik is vir logo-integriteit: Spanningsbeheer, registrasieakkuraatheid en webstabiliteit
Om skerp, konsekwente logos te druk, vereis dit koördinasie tussen drie sleutelsubstelsels wat saamwerk. Die laser-geleide spanningbeheer hou filmrekvariasies onder ±0,5%, sodat beelde nie vervorm nie, selfs wanneer dit teen die versnelling van 200 meter per minuut loop. Vir uitlyning kontroleer geslote-lus optiese registrasiesisteme voortdurend daardie drukpatrone, deur meer as 200 sakke per minuut te skandeer en klein aanpassings soos nodig te maak om binne ’n toleransie van 0,3 mm te bly. Dan is daar daardie lugswem-webstabiliseerders wat die film effektief op ’n laag gekomprimeerde lug tussen rolle laat swem, wat enige fladderbeweging verhoed wat andersins die ink oral sou smeer. As al hierdie elemente saamgevoeg word, wat kry ons? Duidelike logotipes op baie dun 15-mikron-films in die meeste gevalle ook, met defekte wat minder as een keer uit elke honderd drukte voorkom wanneer alles behoorlik ingestel is.
Drukmetodes wat saamwerk met plastieksakvervaardigingsmasjiene
Flexografiese Druk: Die Beste Opsie vir Hoë-Volume Aangepaste Logo-sakke op Standaard PE/PP-films
Flexodruk het grootliks die voorkeurmetode geword vir die vervaardiging van hierdie aangepaste logo-sakke in groot hoeveelhede op PE- en PP-films. Die hoofredes? Spoed, koste-effektiwiteit en hoe maklik dit pas by bestaande sakproduksielyn. Flexografiese drukkers werk met hierdie buigsame fotopolimeerplate en gebruik óf watergebaseerde óf ekologiese oplosmiddelinkte wat vinnig droog word. Wat dit vir handelsmerke beteken, is baie duidelik: konsekwente, skerp logos wat teen indrukwekkende spoed van ongeveer 1500 voet per minuut gedruk word. Instellingskoste is relatief laag in vergelyking met ander metodes, en die wisseling tussen verskillende ontwerpe gebeur vinnig genoeg om aan bestellings te voldoen wat wissel van tienduisende tot honderdduisende eenhede. Die meeste moderne flexodrukmasjiene word standaard met presisie-spanningsbeheerders en outomatiese registrasiestelsels versien. Hierdie kenmerke help om uitlyningakkuraatheid binne ongeveer 0,1 mm te bereik, sodat logos skerp bly en presies dieselfde lyk op elke enkele sak wat vervaardig word, sonder dat daar voortdurende manuele aanpassings nodig is.
Digitale en Rotogravureopsies: Wanneer kleurkompleksiteit, kort opnames of ‘n premie-afwerking die bykomende koste regverdig
Wanneer daar na gespesialiseerde drukbehoeftes gekyk word, bring beide digitale en rotogravuremetodes hul eie sterkpunte na die tafel, al vereis dit spesifieke masjienopstelling. Rotogravure onderskei hom vir sy uitstekende kleurnoukeurigheid, skerpe besonderhede en daardie gevorderde afwerkingsoortgelyks soos metalliese glans of glansvolle teksture. Dit kom van die geëgraveerde silinders wat dit gebruik, wat die rede is hoekom baie hoogwaardige produkpakkette op hierdie metode staatmaak, veral wanneer daar met komplekse ontwerpe gewerk word wat meer as net basiese kleure of gladde oorgange tussen skakerings vereis. Die wiskunde werk beter sodra die produksie by ongeveer ‘n halfmiljoen items per jaar aankom. Aan die ander kant verwyder digitale drukwerk heeltemal daardie duur plaatte en laat vervaardigers toe om met veranderlike inligting soos QR-kodes of genommerde reekse te werk. Dit maak klein partys tot 500 stukke ekonomies lewensvatbaar terwyl dit steeds laaste-minuut ontwerpwysigings toelaat — iets wat baie nuttig is tydens vakansiepromosies of wanneer nuwe markte getoets word. Om digitale stelsels behoorlik aan die gang te kry, word egter spesiale UV-hardingtoerusting benodig. Intussen moet rotogravure-winkels in presiese silinder-uitlyningstukke belê en streng temperatuurbeheer gedurende bedryf handhaaf.
Materiaal- en Oppervlakvoorbereiding: Verseker Inklemming van Ink vir Duurzaam Logodrukgehalte
Filmkeuse (LDPE, HDPE, PP, Metallocene) en Sy Impak op Drukbaarheid en Masjienvertoonbaarheid
Watter soort polimeer ons kies, maak werklik 'n verskil vir hoe lank logoprints duur, hoe duidelik hulle afdruk word en hoe goed masjiene werk. Lae-digtheid-polietileen of LDPE is redelik buigsaam, maar dit vereis spesiale behandelings op die oppervlak en spesiale ink wat beter vasheg. HDPE verskaf ons styfheid, maar as gevolg van sy kristalstruktuur kan dit moeilik wees om ink behoorlik te laat vasheg. Dit beteken ekstra stappe soos korona-behandeling en noukeurige temperatuurmonitering gedurende die hele vervaardigingsproses. Polipropileen of PP het goeie deursigtigheid en sterkte, maar wanneer dit teen hoë spoed beweeg, het dit 'n neiging om te vervorm tensy hitte baie presies tydens die drukproses beheer word. Metallocien-gekataliseerde films word toenemend gewild omdat hulle ink beter vashou, sterker smelt-eienskappe het en gladter deur drukuitrusting beweeg. Hierdie films verminder drukprobleme met ongeveer 35–40% wanneer dit teen meer as 200 meter per minuut beweeg, vergeleke met gewone PE-materiale. Om die regte film te kies, is baie belangrik om die web glad te laat loop, om toepaslike droogtye te verseker en om daardie belangrike logoprints oor tyd te handhaaf.
Korona-behandeling en Dinvlak-bestuur vir Betroubare Ink-bonding op Nie-poreuse Substrate
Polietileen (PE) en polipropileen (PP)-materiale weerstaan natuurlik ink omdat hulle niks opneem nie en ook nie chemies met die meeste stowwe reageer nie. Dit beteken dat spesiale voorbereiding nodig is om enige gedrukte materiaal behoorlik aan te laat heg. Die standaardmetode behels iets wat koronabehandeling genoem word, waarby 'n elektriese lading oksidasie op die oppervlak van die film veroorsaak. Hierdie proses verhoog die oppervlakspanningsmeting, bekend as die dynevlak, van ongeveer 30 tot tussen 38 en 44 mN/m. Dit is egter baie belangrik om die 40 mN/m-grens te oorskry. As die waarde selfs net effens daal — byvoorbeeld net vyf punte — neem die kans op probleme met die behoorlike hegging van flexografiese drukwerk skielik met 70% toe. Die meeste moderne plastiek sakproduksielyn het nou sensore wat voortdurend hierdie dynevlakke monitor terwyl die koronabehandelingsintensiteit outomaties aangepas word, afhangende van faktore soos die dikte van die film, die spoed waarteen dit deur die masjien beweeg, en die lugvochtigheid op enige gegewe oomblik. Dit is ook werd om daarop te let hoe vinnig hierdie behandelde oppervlaktes hul doeltreffendheid verloor. Neem byvoorbeeld HDPE: sonder behoorlike behandeling kan dit binne net agt ure sowat die helfte van sy vermoë om ink vas te hou, verloor. Daarom kies baie bedrywe om die materiaal reg voor die drukproses te behandel, sodat logo’s selfs na die sakke deur verseglingsprosesse gaan, met produkte gevul word of in die hande van verbruikers beland, steeds vas bly.
VEELEWERSGESTELDE VRAE
V1: Wat is die hoofvoordeel van geïntegreerde plastiese sakvervaardigingstelsels?
A1: Geïntegreerde stelsels elimineer handmatige stappe, wat besoedelingprobleme en mislyning van drukwerk verminder, en uiteindelik die vervaardigingstyd met 40–60% verminder.
V2: Hoe word logo-integriteit tydens hoëspoedproduksie gehandhaaf?
A2: Logo-integriteit word verseker deur lasergelei spanningbeheer, geslote-lus optiese registrasie en lugvlotwebstabiliseerders, wat presiese spanning en uitlyning handhaaf.
V3: Wat onderskei flexografiese druk van ander metodes?
A3: Flexografiese druk is ideaal vir hoëvolume-produksie as gevolg van sy spoed, koste-effektiwiteit en lae opstelkoste, wat dit geskik maak vir standaard PE/PP-films.
V4: Wanneer moet digitale of rotogravure-druk oorweeg word?
A4: Digitale en rotogravure-opties is verkieslik vir ingewikkelde kleurvereistes, kort lopes of premie-afwerking, al vereis dit spesifieke masjienopstelle.
V5: Hoekom is filmkeuse noodsaaklik in die drukproses?
A5: Verskillendevelle soos LDPE, HDPE, PP en metallocien het unieke eienskappe wat die drukduidelikheid en masjienvertoonbaarheid beïnvloed, wat die algehele vervaardigingskwaliteit beïnvloed.
V6: Watter rol speel korona-behandeling by die druk van nie-poreuse ondergrondes?
A6: Korona-behandeling oksideer die veloppervlak en verhoog die oppervlakspanning (dynevlak), wat noodsaaklik is vir inkhegting en drukdefekte aansienlik verminder.