Полиэтилен пакеттерін жасау машинасы қалай толық циклды тапсырыс бойынша логотип өндірісін қамтамасыз етеді
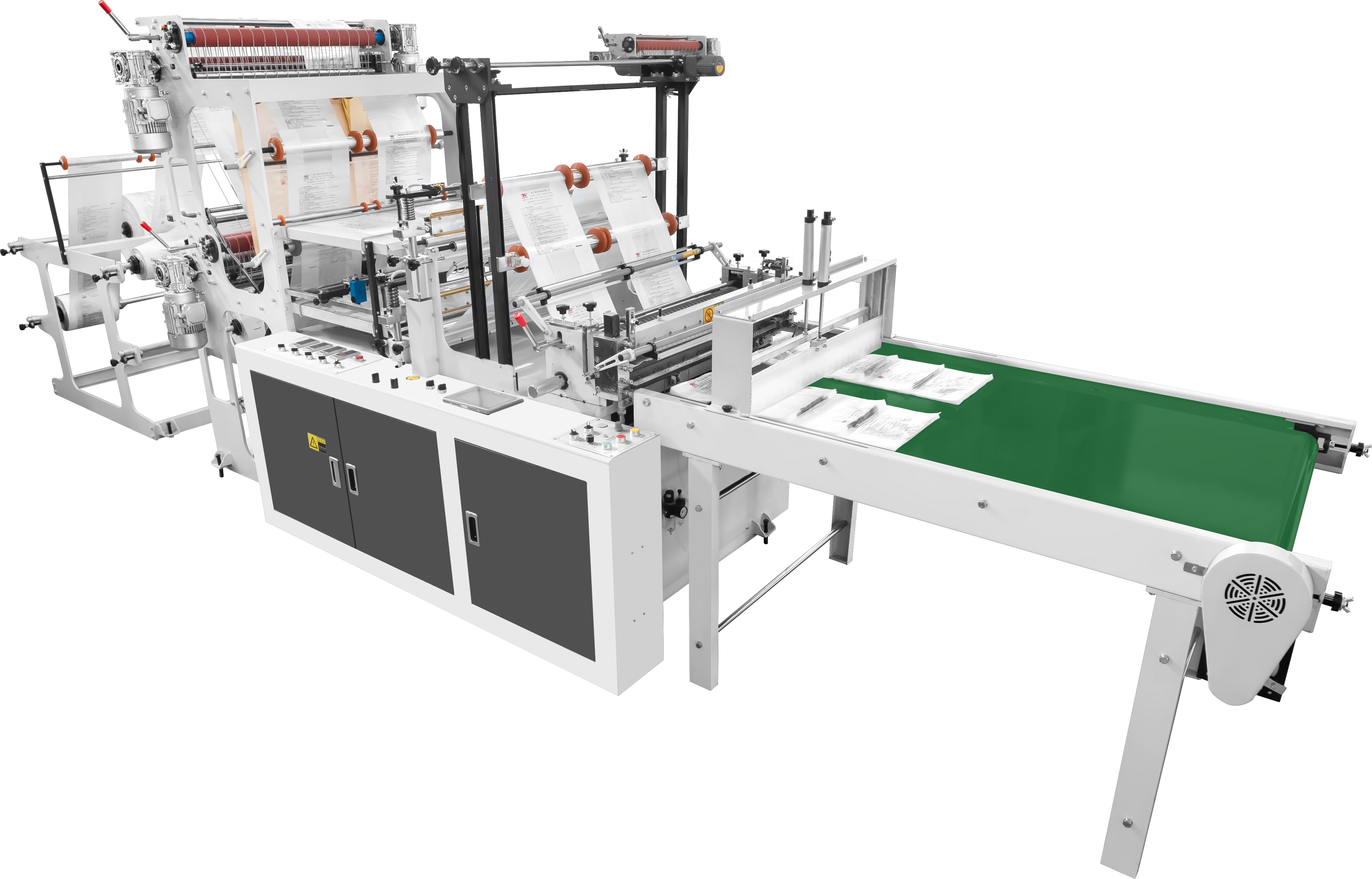
Бір жолақта интеграцияланған көпіршікті плёнка экструзиясы, баспа және пакеттердің қалыптасуы
Ең соңғы пластик қапшықтарды шығару жабдығы ішінде пленканы итермелеп шығару, баспа операциялары және қапшықтардың нақты пішінделуі барлығы бір үздіксіз өндірістік сызықта орындалады. Бұл жинақталған орнату қателерге әкелетін және баспа суреттерінің дұрыс туралауын бұзатын қолмен орындалатын кезеңдерді жояды. Полимерлі гранулалар экструдерге енгеннен бастап, жүйе оларды мұқият ерітеді және біркелкі түтік тәрізді пленка алу үшін ауамен ұлғайтады. Бұл әлі де жылы және икемді материал қозғалыста болған кезде интеграцияланған баспа аймақтарына жетеді, онда арнайы рулондар логотиптерді толығымен суытуға дейін қойып шығарады. Процесс аяғында жылумен біріктіру мен кесу механизмдері өнімді сызық бойынша қалыптастырады, сондықтан әрбір партия логотиптері біркелкі орналасқан, бірдей көріністе шығады. Өндірушілер бұрынғы әдістерге қарағанда өндіріс уақытын 40–60 пайызға үнемдейтінін хабарлайды, сонымен қатар барлық шығарылған өнімдер бойынша логотиптердің орналасуын шамамен жарты миллиметрлік дәлдікпен сақтайды.
Логотиптің бүтіндігі үшін маңызды дәлдік сипаттамалары: керілу бақылауы, тіркеу дәлдігі және Web-тің тұрақтылығы
Сырғымалы, тұрақты логотиптерді басып шығару үшін үш негізгі ішкі жүйенің бірлесіп жұмыс істеуін қамтамасыз ету керек. Лазерлі бағыттауыш керілу реттеуі пленканың созылу ауытқуларын ±0,5% шегінде ұстайды, сондықтан басып шығару жылдамдығы минутына 200 метр болғанда да кескіндер деформацияланбайды. Тиісті орналасу үшін тұйық циклды оптикалық тіркеу жүйелері басып шығарылатын үлгілерді үнемі тексереді, минутына 200-ден астам пакетті сканерлейді және 0,3 мм дәлдік шегінде қалу үшін қажет болған жағдайда азғантай түзетулер енгізеді. Содан кейін роликтер арасындағы сығылған ауа қабатында пленканы «жүзгізетін» ауа қалқытуы бар веб-тұрақтандырғыштар бар, олар басып шығарудың бүкіл аумағын боятын қозғалыс тербелістерін тоқтатады. Барлығын біріктіріп қарасақ, нені аламыз? Көбінесе өте жұқа — 15 микрондық — пленкаларға анық логотиптер, сонымен қатар барлығы дұрыс орнатылған кезде ақаулар әр жүз басып шығарудың бірінде ғана пайда болады.
Пластик пакет жасау машиналарымен үйлесімді баспа әдістері
Флексографиялық баспа: стандартты PE/PP пленкаларындағы жоғары көлемді қалыптастырылған логотипті сақиналы қапшықтар үшін ең тиімді шешім
Flexo баспа әдісі PE және PP пленкаларында көптеген сандағы қосымша логотипті пакеттерді шығару үшін негізгі әдіс болып табылады. Негізгі себептері: жылдамдық, құны тиімділігі және оның басқа пакет өндіріс сызықтарына оңай интеграциялануы. Flexографиялық баспа машиналары икемді фотополимер пластиналармен жұмыс істейді және су негізіндегі немесе экологиялық еріткішті бояуларды қолданады, олар тез құрыйды. Бұл брендтер үшін мынаны білдіреді: логотиптер әрбір минутта шамамен 1500 фут (457 метр) жылдамдықпен анық, тұрақты түрде басылады. Басқа әдістерге қарағанда бастапқы орнату шығындары салыстырмалы түрде төмен, ал әртүрлі дизайнерлік шешімдерге ауысу жеткілікті тез жүзеге асады, сондықтан ондаған мыңнан жүздеген мыңға дейінгі тапсырыстарды орындауға болады. Көптеген заманауи flexo машиналары дәліректі керілу бақылауы мен автоматты тіркеу жүйелерімен стандартты түрде жабдықталған. Бұл логотиптердің әрбір пакетте бірдей, анық көрінуін қамтамасыз етеді, яғни реттелу дәлдігі шамамен 0,1 мм құрайды, сондықтан тұрақты қолмен реттеуге қажеттілік туғызбайды.
Цифрлық және ротогравюра опциялары: Түстердің күрделілігі, қысқа тираждар немесе премиум сапалы жабық қабаты қосымша шығындарды оправданайды
Арнайы баспа қажеттіліктерін қарастырғанда, сандық және ротогравюра әдістері өзіндік күшті жақтарын көрсетеді, мұның үшін арнайы машиналық орнатулар қажет. Ротогравюра түстердің өте дәл берілуі, нақты кескіндер мен металдық жарқырау немесе жылтыр беттер сияқты күрделі жабындарымен ерекшеленеді. Бұл — гравюраланған цилиндрлерді пайдалану нәтижесінде болады, сондықтан көптеген жоғары сапалы өнімдердің қораптары осы әдіске сүйенеді, әсіресе негізгі түстерден аспайтын немесе түстердің бір-біріне жұмсақ ауысуын қажет ететін күрделі дизайнерлік шешімдер қолданылған кезде. Жылына шамамен жарты миллион дана өнім шығарылған кезде экономикалық тиімділік артады. Ал сандық баспа әдісінде қымбат тұратын пластиналар мүлдем қажет емес, сондықтан өндірушілер QR-кодтар немесе нөмірленген тізбектер сияқты айнымалы ақпаратты қолдана алады. Бұл 500 данадан бастап кіші партияларды экономикалық тұрғыдан тиімді етеді және соңғы минутта дизайнды өзгертуге мүмкіндік береді — бұл мерекелік акциялар кезінде немесе жаңа нарықтарды сынау кезінде өте пайдалы. Алайда, сандық жүйелерді дұрыс іске қосу үшін арнайы УК-қатаю құрылғылары қажет. Сол уақытта ротогравюра зауыттары цилиндрлерді дәл орналастыру үшін арнайы құралдарға инвестициялауы және жұмыс істеу барысында температураны қатал бақылауда ұстауы керек.
Материал мен бетті дайындау: Тұрақты логотип басылу сапасы үшін бояудың бекінуін қамтамасыз ету
Пленка таңдау (LDPE, HDPE, PP, металлоцен) және оның басылу қабілеті мен машинаға сыйымдылығына әсері
Біз қандай полимер таңдайтынымыз логотиптердің қанша уақыт бойы сақталатынын, олардың қаншалықты анық басылатынын және машиналардың қаншалықты жақсы жұмыс істейтінін шынымен анықтайды. Төменгі тығыздықтағы полиэтилен немесе LDPE өте икемді, бірақ оның бетіне арнайы өңдеулер жасау және жақсы тұрақтылықпен бекітілетін арнайы бояулар қолдану қажет. Жоғары тығыздықтағы полиэтилен (HDPE) қаттылық береді, бірақ оның кристалдық құрылымы салдарынан бояудың дұрыс бекітілуі қиын болуы мүмкін. Бұл короналық өңдеу сияқты қосымша қадамдар мен өндіріс барысында температураны дәл бақылау қажет етеді. Полипропилен немесе PP жақсы мөлдірлік пен беріктікке ие, бірақ оны жоғары жылдамдықта жүргізген кезде баспа кезінде жылу режимін өте дәл реттеусіз оралуға склонды болады. Металлоценмен катализделген пленкалар бояуды жақсы ұстайды, балқу қасиеттері күштірек және баспа жабдықтары арқылы тегіс өтеді, сондықтан олар қазір кеңінен таралуда. Бұл пленкалар әдеттегі полиэтилен материалдарымен салыстырғанда минутына 200 метрден астам жылдамдықпен жұмыс істеген кезде баспа ақауларын шамамен 35–40% азайтады. Веб-жолдың тегіс жұмыс істеуін, қажетті құрғау уақытын қамтамасыз етуін және уақыт өте келе маңызды логотиптерді сақтауын қамтамасыз ету үшін дұрыс пленка таңдауы өте маңызды.
Сенімді бояу байланысы үшін порасыз негіздерде короналық емдеу және дин-деңгейді басқару
Полиэтилен (ПЭ) және полипропилен (ПП) материалдары сыяға табиғи түрде төзімді, өйткені олар ештеңе сіңіре алмайды және көптеген заттармен химиялық реакцияға түспейді. Бұл дегеніміз, кез келген басылған материалды дұрыс жабыстыру үшін арнайы дайындық қажет. Стандартты әдіс короналық өңдеу деп аталады, онда электр заряды пленканың бетінде тотығуды тудырады. Бұл процесс жер бетінің кернеуін өлшеуді, дине деңгейі деп аталатын, шамамен 30 - дан 38 - 44 мН/м дейін арттырады. 40 мН/м-ден өту маңызды. Егер бұл сан аздап төмендеп кетсе, мысалы, 5 балл болса, флексографиялық басып шығарудың дұрыс жабысуы 70% артық болады. Қазіргі кезде пластик қаптарды өндірудің көпшілігі осы динин деңгейін үнемі тексеріп отыратын және коронаның қалыңдығы, машина арқылы жылдам қозғалуы және кез келген уақытта ылғалдылығы қандай факторларға байланысты коронаның емделу интенсивтілігін автоматты түрде реттейтін сенсорлармен жабдықталған. Сондай-ақ, бұл өңделген беттердің тиімділігін тез жоғалтуы да назарға тұруға болады. Мысалы, HDPE-ді алайық. дұрыс өңдеусіз, ол сегіз сағат ішінде қалам ұстауға қабілеттілігінің жартысын жоғалтады. Сондықтан көптеген операциялар материалды басып шығару алдында өңдеуді таңдайды, торбалар бекітпе процесінен өткеннен кейін де логотиптер сақталады, өнімдер толтырылады немесе тұтынушылардың қолына түседі.
Жиі қойылатын сұрақтар
Сұрақ 1: Интегралды пластик қапшықтарды өндіру жүйелерінің негізгі артықшылығы қандай?
Жауап 1: Интегралды жүйелер қолмен орындалатын операцияларды жояды, сондықтан ластану мәселелері мен баспа өрнектерінің дұрыс емес орналасуы азаяды, соның нәтижесінде өндіріс уақыты 40–60% азаяды.
Сұрақ 2: Жоғары жылдамдықта өндіріс кезінде логотиптің сақталуы қалай қамтамасызданады?
Жауап 2: Логотиптің сақталуы лазерлік бағдарланған керілу бақылауы, тұйық циклды оптикалық тіркеу және ауа қоспасы арқылы жұмыс істейтін веб-стабилизаторлар арқылы қамтамасызданады; бұл керілу мен орналасуды дәл сақтауға мүмкіндік береді.
Сұрақ 3: Флексографиялық баспа басқа әдістерден не арқылы ерекшеленеді?
Жауап 3: Флексографиялық баспа жоғары көлемді өндіріске өте қолайлы, себебі ол жылдам, қол жетімді құнға ие және орнату шығындары төмен болғандықтан, стандартты PE/PP плёнкалары үшін қолдануға тиімді.
Сұрақ 4: Цифрлық немесе ротогравюра баспасы қашан қарастырылуы керек?
Жауап 4: Күрделі түстердің талаптары, қысқа тираждар немесе премиум деңгейдегі жабындар үшін цифровой немесе ротогравюра баспасын қолдану тиімді, бірақ оларға арнайы машиналарды орнату қажет.
Сұрақ 5: Баспа процесінде плёнканы таңдау неге маңызды?
A5: LDPE, HDPE, PP және металлоцен сияқты әртүрлі пленкалар баспа анықтығы мен машинаға үйлесімділігіне әсер ететін өзіндік қасиеттерге ие, бұл жалпы өндіріс сапасына әсер етеді.
С6: Тығыз емес негіздерге баспа жасауда короналық өңдеу қандай рөл атқарады?
A6: Короналық өңдеу пленканың бетін тотықтырады, бұл бояуға жабысу үшін қажетті беттік керілу (дин деңгейі) деңгейін көтереді және баспа ақауларын қатты төмендетеді.