Jak maszyna do produkcji worków plastikowych umożliwia kompleksową produkcję worków z niestandardowym logo
Zintegrowana ekstruzja folii dmuchanej, drukowanie i formowanie worków w jednej linii
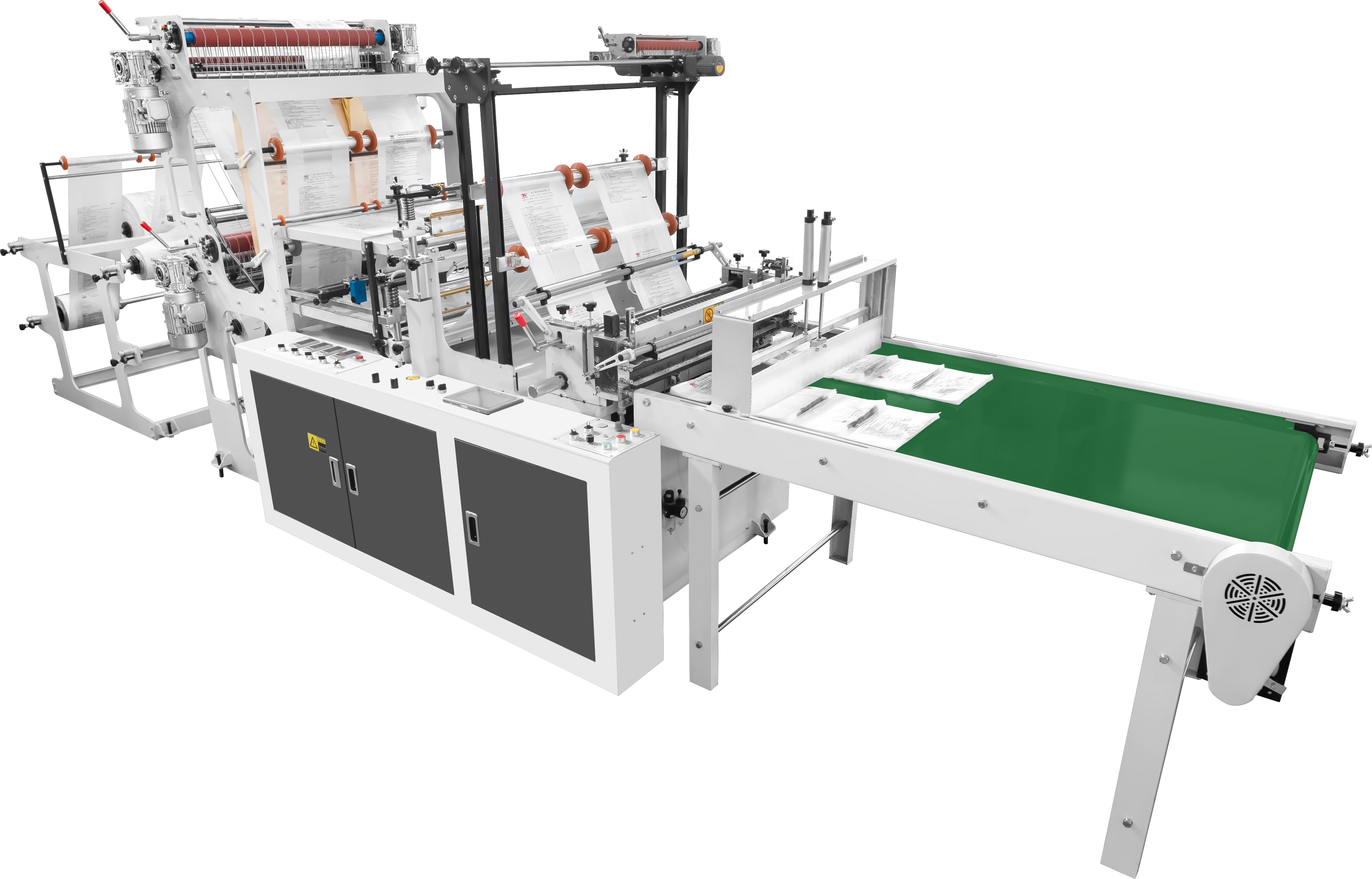
Najnowsze wyposażenie do produkcji worków plastikowych łączy w sobie proces wytłaczania folii dmuchanej, operacje drukowania oraz rzeczywiste formowanie worków w jednej ciągłej linii produkcyjnej. Takie rozwiązanie eliminuje etapy wykonywane ręcznie, które często prowadzą do problemów z zanieczyszczeniem oraz nieprawidłowego ułożenia nadruków. Proces rozpoczyna się od wprowadzenia granulek polimerowych do wytłaczarki, gdzie są one starannie stopione i nadmuchiwane powietrzem w celu utworzenia jednolitej, tubularnej folii. Gdy ten nadal ciepły i elastyczny materiał przesuwa się dalej wzdłuż linii, napotyka zintegrowane strefy drukowania, w których specjalne wałki nanoszą logo tuż przed całkowitym ochłodzeniem materiału. Na końcu procesu mechanizmy zgrzewania cieplnego i cięcia kształtują gotowy produkt bezpośrednio w linii, dzięki czemu każda partia wychodzi identyczna pod względem wyglądu, a logo jest umieszczane zawsze w tym samym miejscu. Producentom udaje się skrócić czas produkcji o 40–60% w porównaniu do starszych metod, a dokładność pozycjonowania loga na wszystkich wyrobach mieści się w zakresie około pół milimetra.
Precyzyjne funkcje kluczowe dla zachowania integralności logo: kontrola napięcia, dokładność rejestracji i stabilność taśmy
Uzyskanie ostrych i spójnych nadruków logo wymaga koordynacji trzech kluczowych podsystemów działających razem. Sterowanie napięciem taśmy przy użyciu lasera zapewnia odchylenia rozciągania folii na poziomie nie przekraczającym ±0,5 %, dzięki czemu obrazy nie ulegają zniekształceniu nawet przy bardzo wysokich prędkościach drukowania wynoszących 200 metrów na minutę. W celu zapewnienia dokładnego wyrównania zamknięte systemy optycznej rejestracji w czasie rzeczywistym stale sprawdzają wzory nadruku, skanując ponad 200 torebek na minutę oraz dokonując drobnych korekt w razie potrzeby, aby utrzymać tolerancję na poziomie 0,3 mm. Dodatkowo stosowane są stabilizatory taśmy z wykorzystaniem poduszki powietrznej, które właściwie unoszą folię na warstwie sprężonego powietrza pomiędzy wałkami, eliminując tym samym drgania, które w przeciwnym wypadku spowodowałyby rozmycie farby na całej powierzchni. Po połączeniu wszystkich tych elementów uzyskujemy co najważniejsze: wyraźne logo nawet na niezwykle cienkich foliach o grubości zaledwie 15 mikronów, przy czym wady występują rzadziej niż raz na sto nadruków, o ile cały system został prawidłowo skonfigurowany.
Metody drukowania kompatybilne z maszynami do produkcji torebek plastikowych
Druk fleksograficzny: najlepsze rozwiązanie do niestandardowych toreb z logo w dużych ilościach na standardowych foliach PE/PP
Druk flexograficzny stał się praktycznie metodą pierwszego wyboru do produkcji niestandardowych toreb z logo w dużych ilościach na foliach PE i PP. Główne powody? Prędkość, opłacalność oraz łatwa integracja z istniejącymi liniami produkcyjnymi toreb. Drukarki flexograficzne wykorzystują elastyczne płyty fotopolimerowe oraz farby wodne lub ekologiczne rozpuszczalnikowe, które szybko schną. Dla marek oznacza to wyraźne, spójne loga drukowane z imponującą prędkością wynoszącą około 1500 stóp na minutę. Koszty przygotowania do druku są stosunkowo niskie w porównaniu z innymi metodami, a zmiana między różnymi projektami przebiega na tyle szybko, że można skutecznie realizować zamówienia obejmujące od kilkudziesięciu tysięcy do setek tysięcy sztuk. Większość nowoczesnych maszyn flexograficznych jest standardowo wyposażona w precyzyjne systemy regulacji napięcia oraz automatyczne systemy rejestracji. Pozwalają one osiągnąć dokładność wzajemnego ustawienia (rejestracji) na poziomie ok. 0,1 mm, dzięki czemu loga pozostają ostre i wyglądają identycznie na każdej pojedynczej wyprodukowanej torbie, bez konieczności ciągłej ręcznej korekty.
Opcje cyfrowe i rotograwurowe: gdy złożoność kolorów, krótkie serie lub premiumowy wykończenie uzasadniają dodatkowy koszt
Przy analizie specjalistycznych potrzeb drukowania zarówno metoda cyfrowa, jak i rotograwiura oferują swoje własne zalety, choć wymagają one specyficznego wyposażenia maszynowego. Rotograwiura wyróżnia się niezwykle wysoką dokładnością barw, wyrazistymi szczegółami oraz efektownymi powłokami, takimi jak połysk metaliczny czy gładka tekstura lśniąca. Wynika to z zastosowania cylinderów z rytowanymi wzorami, dlatego wiele opakowań produktów premium korzysta z tej metody, zwłaszcza przy złożonych projektach wymagających więcej niż tylko podstawowych kolorów lub płynnych przejść między odcieniami. Opłacalność rotograwiury rośnie, gdy roczna produkcja osiąga około pół miliona sztuk. Z drugiej strony druk cyfrowy całkowicie eliminuje kosztowne płyty drukowe i umożliwia producentom stosowanie zmiennych danych, takich jak kody QR czy sekwencje numeryczne. Dzięki temu małe serie – już od 500 sztuk – stają się ekonomicznie uzasadnione, a jednocześnie pozwalają na wprowadzanie zmian w projekcie w ostatniej chwili, co jest szczególnie przydatne podczas promocji świątecznych lub testowania nowych rynków. Jednak prawidłowe uruchomienie systemów cyfrowych wymaga specjalistycznego sprzętu do utwardzania farb UV. Tymczasem warsztaty rotograwiurowe muszą inwestować w precyzyjne narzędzia do wyrównywania cylinderów oraz zapewniać ścisłą kontrolę temperatury w trakcie całej pracy.
Przygotowanie materiału i powierzchni: zapewnienie przyczepności farby do trwałej jakości nadruku loga
Wybór folii (LDPE, HDPE, PP, metallocen) oraz jej wpływ na nadrukowalność i zgodność z maszynami
Rodzaj polimeru, który wybieramy, ma istotne znaczenie dla trwałości logo, wyrazistości druku oraz prawidłowego działania maszyn. Polietylen o niskiej gęstości (LDPE) charakteryzuje się dużą elastycznością, ale wymaga specjalnych metod obróbki powierzchni oraz specjalnych atramentów zapewniających lepsze przyczepność. Polietylen o wysokiej gęstości (HDPE) zapewnia sztywność, jednak ze względu na swoją strukturę krystaliczną uzyskanie odpowiedniej przyczepności atramentu może być trudne – stąd konieczność dodatkowych etapów, takich jak obróbka koronowa oraz dokładne monitorowanie temperatury w całym procesie produkcji. Polipropylen (PP) cechuje się dobrą przejrzystością i wytrzymałością, ale przy wysokich prędkościach druku ma tendencję do odkształcania się, chyba że kontrola temperatury podczas drukowania będzie bardzo precyzyjna. Folie katalizowane metallocenem zyskują coraz większą popularność, ponieważ lepiej wiążą atrament, wykazują lepsze właściwości topnienia oraz płynniej przemieszczają się przez wyposażenie do drukowania. W porównaniu do tradycyjnych materiałów polietylenowych te folie zmniejszają liczbę problemów z drukiem o około 35–40% przy prędkościach przekraczających 200 metrów na minutę. Poprawny wybór folii ma ogromne znaczenie dla bezawaryjnego działania taśmy, zapewnienia odpowiednich czasów schnięcia oraz utrzymania ważnych logo przez długi czas.
Leczenie korony i zarządzanie poziomem dyny w celu zapewnienia niezawodnego przywierania farby do podłoży nieprzepuszczalnych
Materiały polietylenowe (PE) i polipropylenowe (PP) naturalnie odpierają farby, ponieważ nie wchłaniają żadnych substancji i nie reagują chemicznie z większością materiałów. Oznacza to, że wymagana jest specjalna przygotowanie powierzchni, aby zapewnić trwałe przyczepienie nadruków. Standardową metodą jest tzw. obróbka koronowa, w której ładunek elektryczny wywołuje utlenianie na powierzchni folii. Proces ten zwiększa wartość napięcia powierzchniowego – tzw. poziom dyn – z ok. 30 do zakresu od 38 do 44 mN/m. Przekroczenie wartości 40 mN/m ma istotne znaczenie: nawet niewielki spadek tej wartości – np. o zaledwie pięć punktów – powoduje nagły wzrost ryzyka problemów z przyczepnością nadruków w procesie drukowania flexograficznego o 70%. Większość nowoczesnych linii produkcyjnych worków plastikowych wyposażona jest obecnie w czujniki stale monitorujące poziom dyn oraz automatycznie dostosowujące intensywność obróbki koronowej w zależności od takich czynników jak grubość folii, prędkość jej przesuwania się przez maszynę oraz aktualna wilgotność powietrza. Warto również zauważyć, jak szybko utrata skuteczności zachodzi na takiej obrabianej powierzchni. Na przykład HDPE – bez odpowiedniej obróbki – może stracić około połowy swojej zdolności do przyjmowania farby już w ciągu zaledwie ośmiu godzin. Dlatego wiele zakładów decyduje się na obróbkę materiału bezpośrednio przed drukowaniem, co zapewnia trwałą przyczepność logo nawet po tym, jak worki zostaną zespolone termicznie, napełnione produktami lub trafią do rąk konsumentów.
Często zadawane pytania
Pytanie 1: Jaka jest główna zaleta zintegrowanych systemów wytwarzania worków plastikowych?
Odpowiedź 1: Zintegrowane systemy eliminują czynności wykonywane ręcznie, co zmniejsza ryzyko zanieczyszczeń oraz nieprawidłowego dopasowania nadruków, skracając ostatecznie czas produkcji o 40–60%.
Pytanie 2: W jaki sposób zapewnia się zachowanie integralności logotypu podczas produkcji wysokoprędkościowej?
Odpowiedź 2: Integralność logotypu zapewnia sterowanie napięciem przy użyciu lasera, optyczne zamknięte pętle rejestracji oraz stabilizatory taśmy oparte na flotacji powietrznej, które utrzymują precyzyjne napięcie i dokładne dopasowanie.
Pytanie 3: Czym różni się druk flexograficzny od innych metod?
Odpowiedź 3: Druk flexograficzny jest idealny do produkcji masowej ze względu na dużą prędkość, korzystność ekonomiczną oraz niskie koszty przygotowania, co czyni go odpowiednim do standardowych folii PE/PP.
Pytanie 4: Kiedy należy rozważyć zastosowanie druku cyfrowego lub rotograwiurowego?
Odpowiedź 4: Druk cyfrowy i rotograwiurowy są preferowane w przypadku złożonych wymagań dotyczących kolorów, krótkich serii lub wykończenia premium, mimo że wymagają one specyficznych konfiguracji maszyn.
Pytanie 5: Dlaczego dobór folii jest kluczowy w procesie drukowania?
A5: Różne folie, takie jak LDPE, HDPE, PP oraz metallocenowe, posiadają unikalne właściwości wpływające na wyrazistość druku i zgodność z maszynami, co wpływa na ogólną jakość produkcji.
Q6: Jaką rolę odgrywa obróbka koronowa w procesie drukowania na podłożach nieprzepuszczalnych?
A6: Obróbka koronowa utlenia powierzchnię folii, zwiększając jej napięcie powierzchniowe (poziom dyn), co jest niezbędne do zapewnienia przyczepności farby i znacząco zmniejsza wady druku.