Како машина за производњу пластичних врећа омогућава производњу прилагођених логотипа од краја до краја
Интегрирана екструзија продужених филмова, штампање и конверзија торбица у једној линији
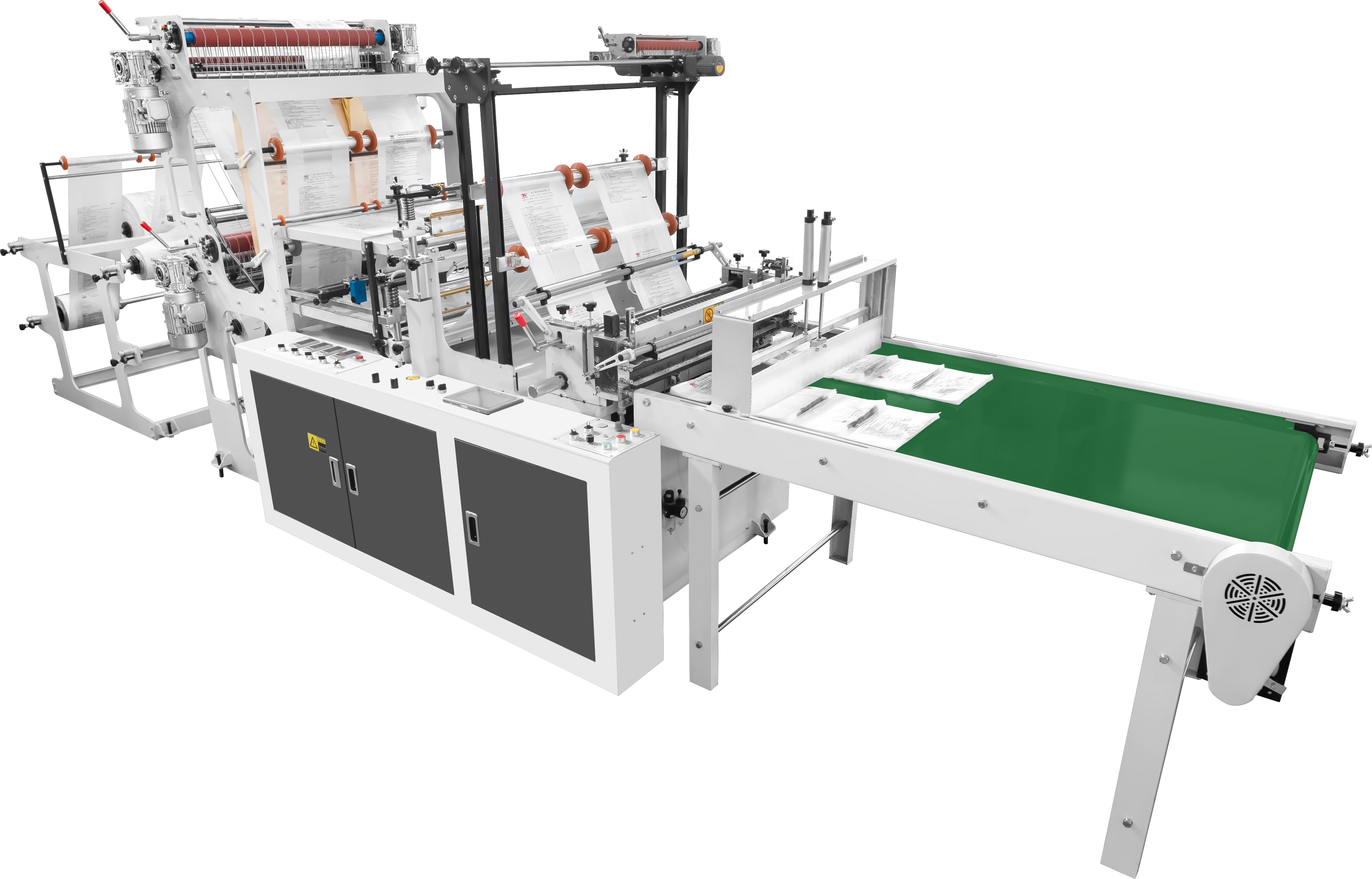
Најновија опрема за производњу пластичних врећа комбинује екструзију продужених филмова, штампање и стварну формирање врећа, све у једној континуираној производњој линији. Оваква конфигурација се ослобођује ручних корака који често воде до проблема са контаминацијом и неправилним отиском. Почињући са гранулама полимера који улазе у екструдер, систем их пажљиво топи и надува ваздухом како би створио једноставан филм сличан цеви. Док се овај још увек топли и флексибилни материјал креће, он удари у интегрисане просторе за штампање где специјални ваљци штампају логотипе непосредно пре него што се све потпуно охлади. На крају процеса, механизми за топлотно запечаћивање и резање обликују коначни производ у линију, тако да свака серија изађе потпуно иста са логима које су поставене доследно. Произвођачи извештавају да штеде између 40 и 60 посто времена производње у поређењу са старијим методама, а такође одржавају и лаго у складу са око пола милиметра на свим производима.
Прецизне карактеристике које су од кључног значаја за интегритет логотипа: контрола напетости, тачност регистрације и стабилност веб-странице
За штампање оштрих, доследних логотипа потребна је координација између три кључна подсистема која раде заједно. Ласерски управљач напетости држи варијације истезања филма испод ± 0,5%, тако да слике не деформишу чак и када се покрећу брзином од 200 метара у минути. За усклађивање, оптички системи за регистрацију у затвореном циклусу стално проверују ове обрасце штампе, скенирајући преко 200 торбица сваке минуте и правећи ситне прилагођавања по потреби како би остали у пределу толеранције од 0,3 мм. Затим постоје те стабилизатори за ваздушне флотирање који у основи пливају филм на слоју компресивног ваздуха између ваљача, што зауставља било какво трепање које би иначе повукло мастило по целој локацији. Постави све ово заједно и шта добијемо? Чисти логотипи на невероватно танким 15 микроним филмовима већину времена, са дефектима који се дешавају мање од једном од сваких стотина штампања када је све правилно постављено.
Методе штампања компатибилне са машинама за производњу пластичних врећа
Флексографско штампање: Најбоље за велике количине торби са логотипом на стандардним ПЕ/ПП филмовима
Флексо штампање је постало прилично популарна метода за производњу тих пакета са логотипом у великим количинама на ПЕ и ПП филмовима. Главни разлози? Брзина, ефикасност трошкова и колико се лако уклапа у постојеће производње торби. Флексографски штампачи раде са овим флексибилним фотополимерским плочама и користе мастила на бази воде или еко растворитеља која брзо суше. Оно што то значи за брендове је стварно јасан, доследан логотипи штампани на импресивним брзинама од око 1500 метара у минути. Трошкови постављања су релативно ниски у поређењу са другим методама, а промена између различитих дизајна се дешава довољно брзо да би се одржале наруџбине у распону од десетина хиљада до стотина хиљада јединица. Већина модерних флексо машина је опремљена прецизним контролама напетости и аутоматским системом регистрације као стандардним карактеристикама. Ови помажу да се постигне тачност усаглашавања у оквиру од 0,1 мм, тако да логотипи остају јаки и изгледају тачно исто у свакој производњој врећи без потребе за константним прилагођавањем.
Дигитални и ротогравирани опције: Када сложеност боја, кратки обим или префина финиша оправдавају додатне трошкове
Када се разматрају специјалне потребе за штампањем, и дигиталне и ротогравуре методе доносе своје снаге на сто, иако захтевају специфичне уређаје. Ротогравирање се одликује невероватном прецизношћу боја, оштрим детаљима и фансираном завршном оцјеном као што су метални сјај или сјајне текстуре. То долази од гравираних цилиндра које користи, због чега се многи пакети високог класа ослањају на ову методу, посебно када се баве сложенијим дизајном који захтева више од једноставних боја или глатких прелаза између нијанси. Математика се боље исправи када производња достигне око пола милиона комада годишње. С друге стране, дигитално штампање потпуно искључује те скупе плоче и омогућава произвођачима да се играју са променљивим информацијама као што су КР кодови или нумерисане секвенце. То чини мале партије до 500 комада економски одрживаним, а истовремено омогућава и последњег минута прилагођавања дизајна, нешто што је заиста корисно током промоција за празнике или када се тестирају нова тржишта. Међутим, за исправно функционисање дигиталних система потребна је посебна опрема за ултравиолетно оцвршћивање. У међувремену, радионице за ротогравуре морају да уложе у прецизне алате за усклађивање цилиндра и одржавају строгу контролу температуре током операције.
Материјал и припрема површине: обезбеђивање прилепљености мастила за трајан квалитет штампе логотипа
Избор филма (ЛДПЕ, ХДПЕ, ПП, металоцен) и његов утицај на штампаност и компатибилност са машинама
Који полимер изаберемо заиста чини разлику у томе колико дуго трају логотипи, колико су јасни и како машине раде. Полиетилен ниске густине или ЛДПЕ је прилично флексибилан, али му је потребан посебан третман на површини и посебне мастила које се боље лепе. ХДПЕ нам даје крутост, али због његове кристалне структуре, лако је да се мастило правилно прилепне. То значи додатне кораке као што су третман корона и пажљиво праћење температуре током производње. Полипропилен или ПП има добру прозрачност и чврстоћу, али када се ради на великој брзини, склона је да се искрива, осим ако не управљамо топлотом врло прецизно током штампања. Металоценски катализаторски филмови постају популарни јер боље држају мастило, имају јаче својства топљења и глатко раде кроз штампачку опрему. Ови филмови смањују проблеме са штампом за око 35-40% када се ради преко 200 метара у минути у поређењу са обичним ПЕ материјалима. Добивање правог избора пликова је веома важно за одржавање глатког рада пауке, обезбеђивање одговарајућег времена сушења и одржавање тих важних логотипа током времена.
Корона третман и управљање нивоом дине за поуздано везивање мастила на непорним субстратима
Полиетилен и полипропилен природно се не могу упирати мастилом јер не апсорбују ништа и не реагују хемијски са већином супстанци. То значи да је потребна посебна припрема да би било који штампани материјал правилно селео. Стандартна метода укључује нешто што се зове корона третман, где електрични наплата ствара оксидацију на површини филма. Овај процес повећава мерење површинског напетости, познато као ниво дине, од око 30 до између 38 и 44 мН/м. Међутим, прећи 40 мН/м је заиста важно. Ако се број смањи чак и мало, рецимо само пет поена, одједном постоји 70% већа шанса за проблеме са флексографским штампањем који се правилно лепи. Већина модерних производних линија за пластичне вреће сада су опремљене сензорима који стално проверују ниво дине док аутоматски прилагођавају интензитет третмана короне у зависности од фактора као што је дебљина филма, колико брзо се креће кроз машину и каква је влажност у датом тренутку. Такође је важно запазити колико брзо ове обрађене површине губе ефикасност. Узмите на пример ХДПЕ, без одговарајуће обраде, он може изгубити око половине своје способности да држи мастило за само осам сати. Због тога многе компаније обрађују материјал непосредно пре штампања, осигуравајући да логотипи остану на месту чак и након што торбе прођу кроз процес запломбивања, напуне се производима или стигну до потрошача.
Често постављене питања
П1: Која је главна предност интегрисаних система производње пластичних врећа?
А1: Интегрисани системи елиминишу ручне кораке, смањујући проблеме са контаминацијом и погрешном усклађивањем штампа, што на крају смањује време производње за 40-60%.
П2: Како се одржава интегритет логотипа током високобрзе производње?
О2: Интегритет логоа обезбеђен је контролом напетости са ласером, оптичком регистрацијом у затвореном циклусу и стабилизаторима за флотирање ваздухом, који одржавају прецизно напетост и усклађивање.
П3: Шта разликује флексографску штампу од других метода?
А3: Флексографска штампа је идеална за производњу великих количина због своје брзине, трошковне ефикасности и ниских трошкова монтаже, што је чини погодном за стандардне ПЕ/ПП филмове.
П4: Када треба размотрити дигитално или ротогравирано штампање?
О4: Дигитални и ротогравирујући опције су пожељни за сложене захтеве боје, кратке изводи или премијерно завршну обработу, упркос томе што захтевају специфичне монтаже машина.
П5: Зашто је избор филма од кључног значаја у процесу штампања?
О5: Различити филмови као што су ЛДПЕ, ХДПЕ, ПП и металлоцен имају јединствена својства која утичу на јасноћу штампе и компатибилност са машином, што утиче на укупну производњу.
П6: Коју улогу игра третман корона у штампању на непорним супстратима?
А6: Корона третман оксидира површину филма, повећавајући површинску напетост (ниво дине), неопходан за адхезију мастила, знатно смањујући дефекте штампе.