Cum o mașină de fabricare a pungilor din plastic permite producția completă, de la A la Z, a pungilor cu logo personalizat
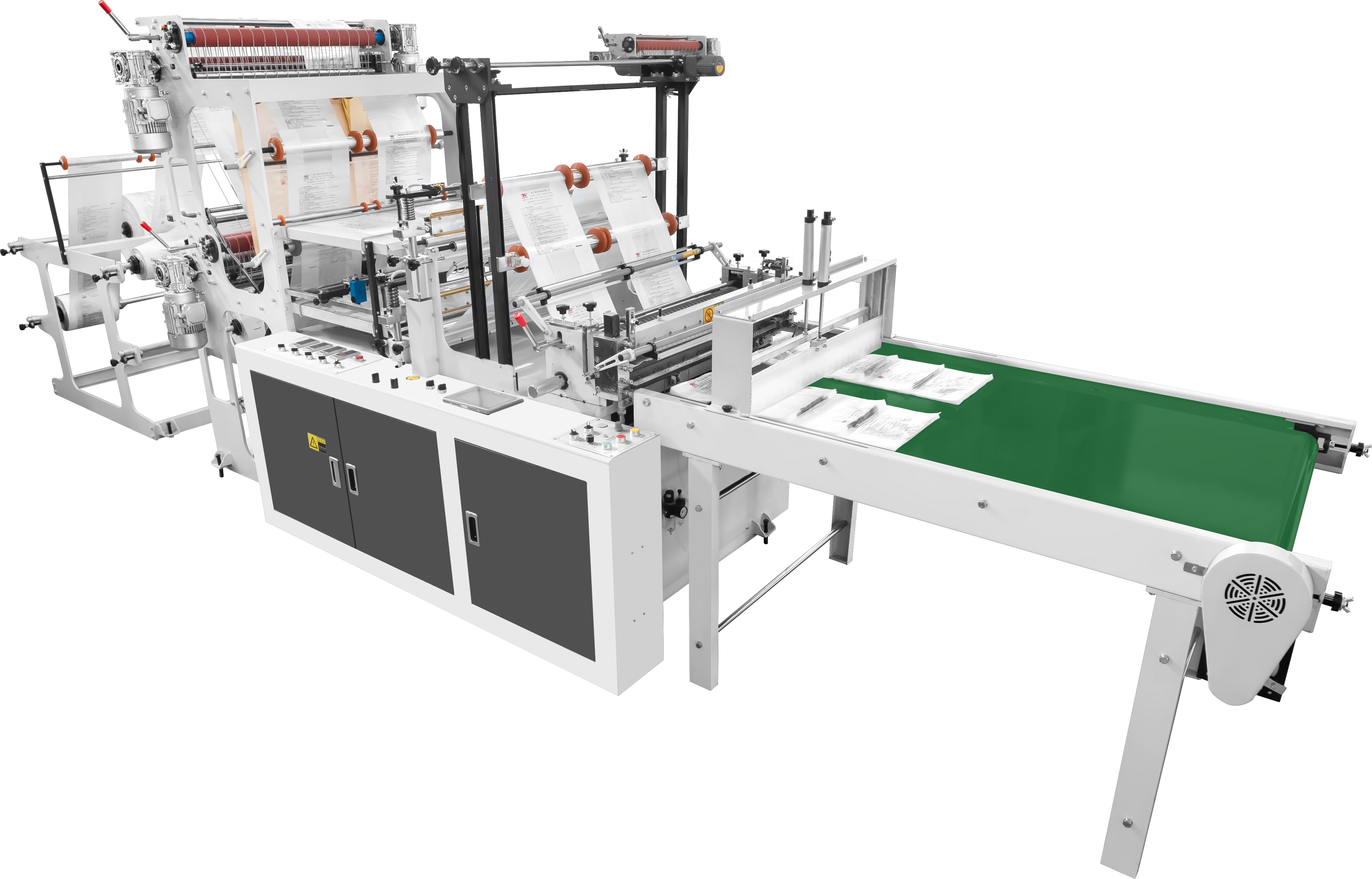
Extrudare integrată a filmului suflat, imprimare și transformare în pungi, toate într-o singură linie
Cele mai recente echipamente pentru fabricarea sacilor de plastic combină extrudarea filmului suflat, operațiunile de imprimare și formarea efectivă a sacilor, toate în cadrul unei singure linii de producție continue. Această configurație elimină etapele manuale care duc adesea la probleme de contaminare și la imprimări nealiniate. Procesul începe cu granulele de polimer care intră în extruder, unde sunt topite cu grijă și umflate cu aer pentru a crea un film tubular uniform. Pe măsură ce acest material, încă cald și flexibil, se deplasează pe linia de producție, ajunge în zonele integrate de imprimare, unde role speciale aplică logo-urile chiar înainte ca materialul să se răcească complet. În ultima parte a procesului, mecanismele de etanșare termică și tăiere modelează produsul final în linie, astfel încât fiecare lot rezultă identic, cu logo-urile plasate în mod constant. Producătorii raportează economii de timp de producție între 40 și 60 la sută comparativ cu metodele mai vechi, iar alinierea logo-urilor este menținută în limite de aproximativ jumătate de milimetru pentru toate produsele fabricate.
Caracteristici de precizie esențiale pentru integritatea logo-ului: controlul tensiunii, acuratețea înregistrării și stabilitatea benzii
Imprimarea logourilor ascuțite și consistente necesită coordonarea a trei subsisteme cheie care lucrează împreună. Controlul tensiunii ghidat de laser menține variațiile de întindere ale filmului sub ±0,5 %, astfel încât imaginile nu se distorsionează, chiar și la viteze foarte mari de 200 de metri pe minut. Pentru aliniere, sistemele optice de înregistrare în buclă închisă verifică constant aceste modele de imprimare, scanând peste 200 de saci pe minut și efectuând ajustări minime, după caz, pentru a rămâne în limitele toleranței de 0,3 mm. Apoi există stabilizatoarele de bandă cu flotabilitate aerodinamică, care, în esență, fac ca filmul să „plutească” pe un strat de aer comprimat între role, eliminând orice vibrație care ar putea altfel stropi cerneala în întregul domeniu. Ce obținem combinând toate acestea? Logouri clare chiar și pe filme extrem de subțiri de 15 microni, în majoritatea cazurilor, iar defecțiunile apar mai puțin de o dată la fiecare sută de imprimări, atunci când totul este configurat corespunzător.
Metode de imprimare compatibile cu mașinile de fabricare a sacilor din plastic
Tipărire flexografică: cea mai potrivită soluție pentru saci personalizați cu logo în volume mari pe filme standard din PE/PP
Tipărirea flexografică a devenit în mare parte metoda preferată pentru producerea în cantități mari a sacilor personalizați cu logo pe filme din PE și PP. Principalele motive? Viteza, eficiența din punct de vedere al costurilor și ușurința cu care se integrează în liniile existente de producție a sacilor. Imprimantele flexografice lucrează cu plăci flexibile din fotopolimer și utilizează fie cernele pe bază de apă, fie cernele ecologice pe bază de solvent, care se usucă rapid. Pentru mărci, acest lucru înseamnă logo-uri clar definite și consistente, tipărite la viteze impresionante de aproximativ 1500 de picioare pe minut. Costurile de configurare sunt relativ reduse comparativ cu alte metode, iar schimbarea între diferite designuri are loc suficient de rapid pentru a face față comenzilor care variază de la zeci de mii până la sute de mii de unități. Cele mai moderne mașini flexografice sunt echipate, ca dotări standard, cu sisteme de control precis al tensiunii și sisteme automate de reglare a poziționării. Acestea permit obținerea unei precizii de aliniere de aproximativ 0,1 mm, astfel încât logo-urile rămân netaiate și arată identic pe fiecare sac produs, fără a fi necesare ajustări manuale constante.
Opțiuni digitale și de tip rotogravură: Atunci când complexitatea culorii, tirajele mici sau finisajul premium justifică costul suplimentar
Când se analizează nevoile specializate de imprimare, atât metoda digitală, cât și cea de rotogravură aduc fiecare propriile avantaje, deși necesită configurații specifice de echipamente. Rotogravura se remarcă prin incredibila sa acuratețe cromatică, detaliile ascuțite și finisajele sofisticate, cum ar fi strălucirea metalică sau texturile lucioase. Aceste calități provin din cilindrii gravurați pe care îi folosește, motiv pentru care multe ambalaje de produse de înaltă gamă se bazează pe această metodă, în special atunci când se lucrează cu desene complexe care necesită mai mult decât doar culori de bază sau tranziții fluide între nuanțe. Calculul economic devine mai avantajos odată ce producția atinge aproximativ jumătate de milion de bucăți pe an. Pe de altă parte, imprimarea digitală elimină complet plăcile costisitoare și permite producătorilor să utilizeze informații variabile, cum ar fi coduri QR sau secvențe numerotate. Acest lucru face ca serii mici, până la 500 de bucăți, să devină economice, permițând în același timp modificări de ultim moment ale designului — o caracteristică extrem de utilă în timpul promoțiilor de sărbători sau la testarea unor noi piețe. Totuși, punerea în funcțiune corespunzătoare a sistemelor digitale necesită echipamente speciale de uscare UV. În schimb, unitățile de rotogravură trebuie să investească în unelte precise pentru alinierea cilindrilor și să mențină controale stricte ale temperaturii pe tot parcursul operației.
Pregătirea materialului și a suprafeței: Asigurarea aderenței cernelei pentru o calitate durabilă a imprimării logourilor
Selectarea foliei (LDPE, HDPE, PP, metallocen) și impactul acesteia asupra imprimabilității și compatibilității cu mașina
Ce tip de polimer alegem face cu adevărat diferența în ceea ce privește durata de viață a logourilor, claritatea imprimării și performanța mașinilor. Polietilena de joasă densitate (LDPE) este destul de flexibilă, dar necesită tratamente speciale ale suprafeței și vopsele speciale care aderă mai bine. Polietilena de înaltă densitate (HDPE) oferă rigiditate, dar, datorită structurii sale cristaline, aderența vopselei poate fi dificilă. Acest lucru implică etape suplimentare, cum ar fi tratamentul prin descărcare corona și monitorizarea atentă a temperaturii pe întreaga linie de producție. Polipropilena (PP) are o bună claritate și rezistență, dar, la viteze ridicate de imprimare, tinde să se deformeze, decât dacă controlăm foarte precis temperatura în timpul imprimării. Filmele catalizate cu metalocen devin din ce în ce mai populare, deoarece asigură o aderență superioară a vopselei, proprietăți superioare de topire și funcționează mai uniform pe echipamentele de imprimare. Aceste filme reduc problemele de imprimare cu aproximativ 35–40% la viteze superioare de 200 de metri pe minut, comparativ cu materialele obișnuite din polietilenă. Alegerea corectă a filmului este esențială pentru menținerea unei funcționări fluide a benzii, asigurarea unor timpi adecvați de uscare și păstrarea pe termen lung a acelor logouri importante.
Tratament cu coroană și gestionarea nivelului de dynă pentru o aderență fiabilă a cernelei pe substraturi neporoase
Materialele din polietilenă (PE) și polipropilenă (PP) rezistă în mod natural la cerneală, deoarece nu absorb nimic și nu reacționează chimic cu majoritatea substanțelor. Acest lucru înseamnă că este necesară o pregătire specială pentru a asigura aderența corectă a oricărui material imprimat. Metoda standard implică un proces numit tratare prin coroană, în care o încărcătură electrică generează oxidare pe suprafața foliei. Acest proces crește măsura tensiunii superficiale, cunoscută sub denumirea de nivel dyne, de la aproximativ 30 la o valoare cuprinsă între 38 și 44 mN/m. Depășirea valorii de 40 mN/m este, totuși, esențială. Dacă această valoare scade chiar ușor – de exemplu, cu doar cinci puncte – probabilitatea apariției unor probleme legate de aderența corectă a cernelei în timpul imprimării flexografice crește brusc cu 70%. Majoritatea liniilor moderne de producție a pungilor din plastic sunt acum echipate cu senzori care verifică în mod continuu aceste niveluri dyne și reglează automat intensitatea tratării prin coroană în funcție de factori precum grosimea foliei, viteza de deplasare a acesteia prin mașină și umiditatea ambientală existentă în orice moment dat. Este de asemenea demn de menționat faptul că suprafețele astfel tratate își pierd eficiența foarte rapid. Luați, de exemplu, polietilena de înaltă densitate (HDPE): fără o tratare corespunzătoare, aceasta poate pierde aproximativ jumătate din capacitatea sa de a reține cerneala în doar opt ore. De aceea, multe operațiuni aleg să trateze materialul chiar înainte de imprimare, asigurându-se că logourile rămân fixate corect chiar și după ce pungile trec prin procesele de etanșare, sunt umplute cu produse sau ajung în mâinile consumatorilor.
Întrebări frecvente
Întrebare 1: Care este avantajul principal al sistemelor integrate de fabricare a pungilor din plastic?
Răspuns 1: Sistemele integrate elimină etapele manuale, reducând astfel problemele de contaminare și nesuprapunerea imprimărilor, ceea ce duce, în final, la o scădere a timpului de producție cu 40–60%.
Întrebare 2: Cum se menține integritatea logourilor în timpul producției la viteză ridicată?
Răspuns 2: Integritatea logourilor este asigurată prin controlul tensiunii ghidat cu laser, reglarea optică în buclă închisă și stabilizatoarele de bandă cu flotabilitate aerodinamică, care mențin tensiunea și alinierea cu precizie.
Întrebare 3: Ce diferențiază imprimarea flexografică de celelalte metode?
Răspuns 3: Imprimarea flexografică este ideală pentru producția în volum mare datorită vitezei, eficienței costurilor și costurilor reduse de configurare, fapt ce o face potrivită pentru filme standard din PE/PP.
Întrebare 4: Când ar trebui luate în considerare imprimarea digitală sau cea rotogravură?
Răspuns 4: Variantele digitale și rotogravură sunt preferabile pentru cerințe complexe de culoare, tiraje scurte sau finisaje premium, deși necesită configurații specifice ale echipamentelor.
Întrebare 5: De ce este esențială selecția filmului în procesul de imprimare?
A5: Filmele diferite, cum ar fi LDPE, HDPE, PP și metallocenul, au proprietăți unice care influențează claritatea imprimării și compatibilitatea cu mașinile, afectând în mod semnificativ calitatea generală a producției.
Î6: Ce rol joacă tratamentul cu coroană în imprimarea pe substraturi neporoase?
A6: Tratamentul cu coroană oxidează suprafața filmului, creștând tensiunea superficială (nivelul dyne), esențială pentru aderența cernelei, reducând în mod semnificativ defectele de imprimare.
Cuprins
- Cum o mașină de fabricare a pungilor din plastic permite producția completă, de la A la Z, a pungilor cu logo personalizat
- Metode de imprimare compatibile cu mașinile de fabricare a sacilor din plastic
- Pregătirea materialului și a suprafeței: Asigurarea aderenței cernelei pentru o calitate durabilă a imprimării logourilor