Як машина для виготовлення пластикових пакетів забезпечує повний цикл виробництва з індивідуальним логотипом
Інтегровані процеси екструзії надутої плівки, друку та перетворення плівки на пакети в одній технологічній лінії
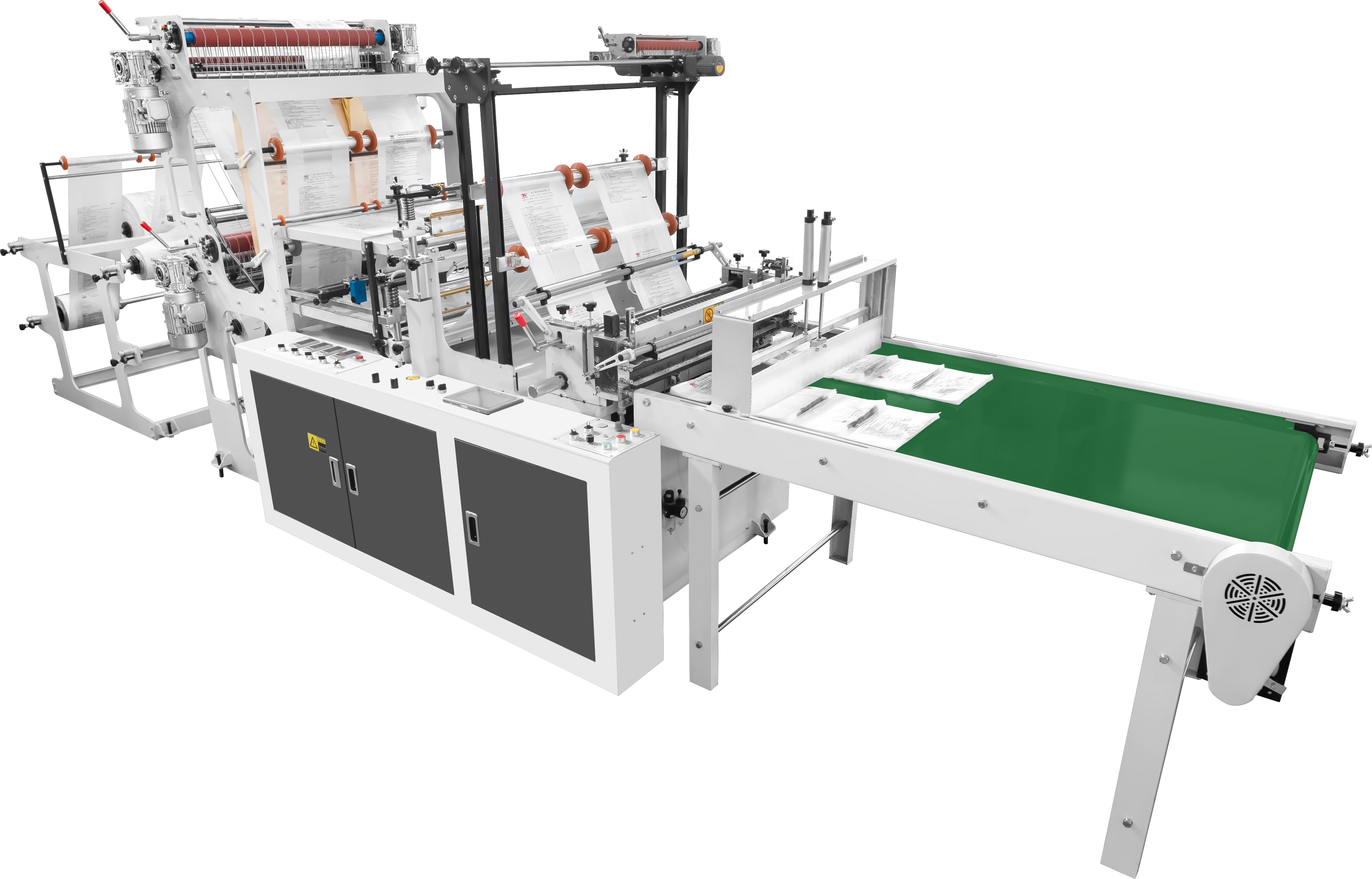
Найсучасніше обладнання для виробництва пластикових пакетів поєднує екструзію плівки методом надування, друк та безпосереднє формування пакетів у єдиній безперервній виробничій лінії. Така конфігурація усуває ручні операції, які часто призводять до забруднення та неточного розміщення друкованих зображень. Починаючи з полімерних гранул, що подаються в екструдер, система обережно розплавляє їх і надуває повітрям, утворюючи рівномірну трубчасту плівку. Поки цей ще теплий і гнучкий матеріал рухається далі, він проходить через інтегровані ділянки друку, де спеціальні валки наносять логотипи саме перед повним охолодженням. На завершальному етапі процесу термозварювальні та різальні механізми формують кінцевий продукт безпосередньо в лінії, тому кожна партія виходить ідентичною за зовнішнім виглядом, а логотипи розміщуються з постійною точністю. Виробники повідомляють про скорочення часу виробництва на 40–60 % порівняно з попередніми методами, а також про збереження точності розміщення логотипів у межах приблизно 0,5 мм на всіх виробах.
Точні характеристики, критичні для цілісності логотипу: контроль натягу, точність позиціонування та стабільність полотна
Отримання чітких і однорідних логотипів у друку вимагає узгодженої роботи трьох ключових підсистем. Керування натягом за допомогою лазерної системи забезпечує відхилення розтягу плівки в межах ±0,5 %, тому зображення не спотворюються навіть при надвисоких швидкостях друку — до 200 метрів на хвилину. Щодо вирівнювання, замкнені оптичні системи реєстрації постійно перевіряють друковані зразки, скануючи понад 200 пакетів щохвилини та вносячи незначні корективи за потреби, щоб утримувати точність у межах допуску 0,3 мм. Також тут використовуються стабілізатори полотна з повітряною подушкою, які фактично «піднімають» плівку на шарі стисненого повітря між валами, що запобігає її коливанням і, як наслідок, розмазуванню фарби. Об’єднавши всі ці технології, що ми отримуємо? Чіткі логотипи навіть на надтонких плівках завтовшки 15 мікрон — у більшості випадків. При правильному налаштуванні дефекти виникають рідше, ніж один раз на сто друків.
Методи друку, сумісні з машинами для виготовлення пластикових пакетів
Флексографічний друк: найкращий варіант для виготовлення великої кількості сумок із індивідуальним логотипом на стандартних плівках із ПЕ/ПП
Флексографічний друк став практично основним методом виробництва спеціалізованих пакетів із логотипом у великих обсягах на плівках із поліетилену (PE) та поліпропілену (PP). Основні причини цього — швидкість, економічна ефективність та простота інтеграції в існуючі лінії виробництва пакетів. Флексографічні друкарські машини працюють із гнучкими фотополімерними формами й використовують водні або екологічно безпечні розчинники фарби, які швидко висихають. Для брендів це означає чітке й узгоджене друкування логотипів з вражаючою швидкістю близько 1500 футів за хвилину. Витрати на підготовку до друку є порівняно низькими порівняно з іншими методами, а зміна між різними дизайнами відбувається достатньо швидко, щоб встигати виконувати замовлення від десятків до сотень тисяч одиниць. Більшість сучасних флексографічних машин оснащені, як стандарт, системами точного регулювання натягу та автоматичними системами реєстрації. Це забезпечує точність вирівнювання приблизно в межах 0,1 мм, тому логотипи залишаються чіткими й виглядають однаково на кожному окремому пакеті без потреби постійної ручної корекції.
Цифрові та глибокодрукарські варіанти: коли складність кольору, короткі тиражі або преміальне оздоблення виправдовують додаткові витрати
При розгляді спеціалізованих потреб у сфері друку як цифровий, так і глибокий друк (ротогравюра) мають свої переваги, хоча й вимагають використання спеціального обладнання. Ротогравюра виділяється надзвичайною точністю кольорів, чіткістю деталей та ефектними відтинками, наприклад, металевим блиском або глянцевою текстурою. Це досягається за рахунок гравіювання циліндрів, тому багато пакувань преміум-класу використовують саме цей метод, особливо при складних дизайнах, що вимагають не лише базових кольорів, а й плавних переходів між відтінками. Економічна вигода виявляється, коли обсяг виробництва досягає приблизно півмільйона одиниць на рік. З іншого боку, цифровий друк повністю усуває витрати на дорогі друкарські форми й дозволяє виробникам використовувати змінну інформацію, наприклад QR-коди або нумеровані послідовності. Це робить економічно вигідним випуск невеликих партій — від 500 штук, — зберігаючи при цьому можливість вносити останні корективи в дизайн, що особливо корисно під час святкових акцій або при тестуванні нових ринків. Проте для правильного функціонування цифрових систем необхідне спеціальне обладнання УФ-затвердження. У свою чергу, підприємства, що використовують ротогравюру, повинні інвестувати в точні інструменти для вирівнювання циліндрів та підтримувати суворий контроль температури протягом усього процесу.
Підготовка матеріалу та поверхні: забезпечення адгезії фарби для стійкого якісного друку логотипу
Вибір плівки (LDPE, HDPE, PP, металоценова) та її вплив на друкопридатність і сумісність із обладнанням
Тип полімеру, який ми обираємо, справді впливає на термін збереження логотипів, чіткість їх друку та ефективність роботи машин. Поліетилен низької щільності (LDPE) досить гнучкий, але вимагає спеціальної обробки поверхні та спеціальних фарб, що краще прилипають. Поліетилен високої щільності (HDPE) забезпечує жорсткість, проте через свою кристалічну структуру забезпечення надійного зчеплення фарби є складним завданням. Це означає додаткові етапи, такі як коронна обробка та уважний контроль температури протягом усього виробничого процесу. Поліпропілен (PP) має гарну прозорість і міцність, але під час швидкісного друку схильний до деформації, якщо тепло не контролювати дуже точно під час друку. Плівки, отримані за допомогою металоценових каталізаторів, набувають все більшої популярності, оскільки вони краще утримують фарбу, мають вищі показники плавлення та забезпечують плавнішу роботу на друкарському обладнанні. У порівнянні зі звичайними поліетиленовими матеріалами ці плівки зменшують кількість друкарських проблем приблизно на 35–40 % при швидкості друку понад 200 метрів на хвилину. Правильний вибір плівки має велике значення для безперебійної роботи рулонного матеріалу, забезпечення оптимальних термінів сушіння та збереження важливих логотипів протягом тривалого часу.
Лікування корони та управління рівнем дини для надійного зчеплення фарби з непористих субстратів
Поліетилен (PE) та поліпропілен (PP) природно стійкі до фарб, оскільки вони не вбирають нічого й не реагують хімічно з більшістю речовин. Це означає, що для забезпечення надійного зчеплення будь-якого друкованого матеріалу необхідна спеціальна підготовка поверхні. Стандартним методом є коронна обробка, під час якої електричний заряд спричиняє окиснення поверхні плівки. Цей процес підвищує вимірювання поверхневого натягу, відоме як рівень дайнів, з приблизно 30 до діапазону від 38 до 44 мН/м. При цьому перевищення значення 40 мН/м має особливе значення: якщо цей показник навіть трохи знизиться — наприклад, на п’ять одиниць — ймовірність виникнення проблем із прилипанням флексографічного друку раптово зростає на 70 %. Більшість сучасних ліній виробництва пластикових пакетів тепер оснащені датчиками, які постійно контролюють рівень дайнів і автоматично регулюють інтенсивність коронної обробки з урахуванням таких факторів, як товщина плівки, швидкість її проходження через машину та поточна вологість повітря. Також варто звернути увагу на те, наскільки швидко оброблені поверхні втрачають свою ефективність. Наприклад, HDPE без належної обробки може втратити близько половини своєї здатності утримувати фарбу вже протягом восьми годин. Саме тому багато виробничих процесів передбачають проведення обробки матеріалу безпосередньо перед друкуванням, щоб логотипи залишалися на місці навіть після того, як пакети пройдуть процеси запайки, будуть наповнені продуктами або потраплять у руки споживачів.
Часті запитання
П1: Яка головна перевага інтегрованих систем виробництва пластикових пакетів?
В1: Інтегровані системи усувають ручні етапи, зменшуючи проблеми забруднення та неточності при друкуванні, що в кінцевому підсумку скорочує час виробництва на 40–60 %.
П2: Як забезпечується цілісність логотипу під час високошвидкісного виробництва?
В2: Цілісність логотипу забезпечується за допомогою лазерного контролю натягу, оптичної реєстрації з замкненим контуром та стабілізаторів полотна з повітряною подушкою, які підтримують точний натяг і вирівнювання.
П3: Чим флексографічний друк відрізняється від інших методів?
В3: Флексографічний друк ідеально підходить для масового виробництва завдяки своїй швидкості, економічності та низьким витратам на підготовку, що робить його придатним для стандартних плівок із ПЕ/ПП.
П4: Коли слід розглядати цифровий або глибокий друк?
В4: Цифровий та глибокий друк є бажанішими варіантами для складних вимог до кольорів, коротких тиражів або преміальних покриттів, хоча для них потрібне спеціалізоване обладнання.
П5: Чому вибір плівки є вирішальним у процесі друку?
A5: Різні плівки, такі як LDPE, HDPE, PP та метALLOCЕН, мають унікальні властивості, що впливають на чіткість друку та сумісність із обладнанням, що, у свою чергу, впливає на загальну якість виробництва.
П6: Яку роль відіграє коронна обробка при друку на непористих основах?
A6: Коронна обробка окиснює поверхню плівки, підвищуючи поверхневий натяг (рівень дайнів), що є критично важливим для зчеплення фарби й значно зменшує дефекти друку.