Hoe een plasticzakmachine end-to-end productie van aangepaste logo's mogelijk maakt
Geïntegreerde geblazen folie-extrusie, bedrukking en zakconversie in één lijn
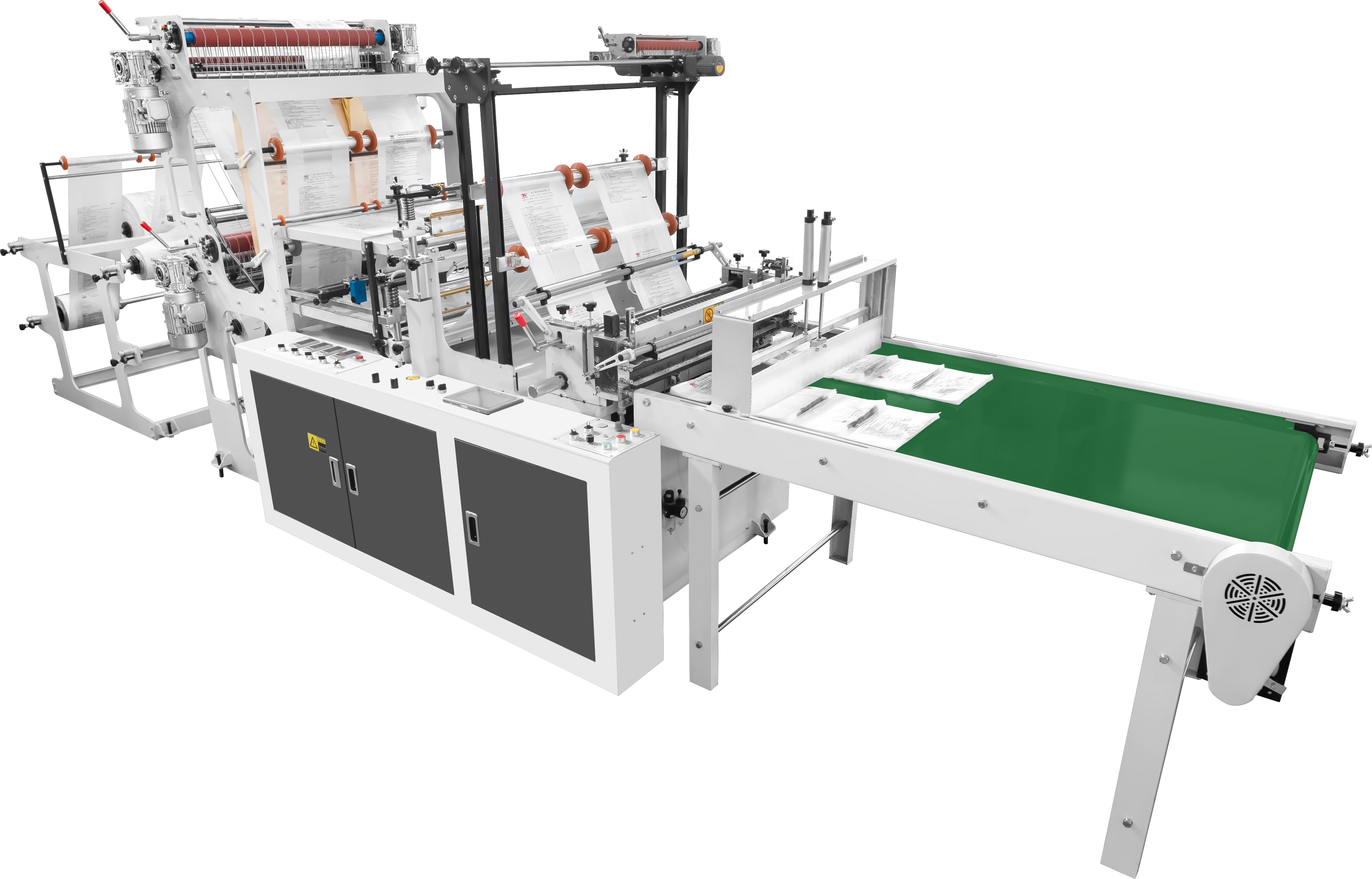
De nieuwste apparatuur voor de productie van plastic zakken combineert extrusie van geblazen folie, bedrukkingsprocessen en de daadwerkelijke vorming van zakken in één continue productielijn. Deze opstelling elimineert de handmatige stappen die vaak leiden tot verontreinigingsproblemen en onjuist uitgelijnde bedrukkingen. Beginnend met polymeergranulen die in de extruder worden gevoerd, smelt het systeem deze zorgvuldig en blaast ze op met lucht om een uniforme, buisvormige folie te vormen. Terwijl dit nog warme en flexibele materiaal verder beweegt, passeert het geïntegreerde bedrukkingsgebieden waar speciale rollen logo’s aanbrengen, vlak voordat het geheel volledig is afgekoeld. Aan het einde van het proces vormen hitteverzegelings- en snijmechanismen het eindproduct inline, zodat elke partij identiek is en de logo’s consistent zijn geplaatst. Fabrikanten melden besparingen van 40 tot 60 procent op de productietijd ten opzichte van oudere methoden, en behouden bovendien een logo-uitlijning binnen ongeveer een halve millimeter over alle geproduceerde producten.
Nauwkeurigheidskenmerken die essentieel zijn voor de integriteit van het logo: spanningsregeling, registratienauwkeurigheid en baanstabiliteit
Het afdrukken van scherpe, consistente logo's vereist coördinatie tussen drie belangrijke subsystemen die samenwerken. De lasersgestuurde spanningsregeling houdt de rekvariaties van de folie onder ±0,5 %, zodat afbeeldingen niet vervormen, zelfs bij extreem hoge snelheden van 200 meter per minuut. Voor uitlijning controleren gesloten optische registratiesystemen voortdurend de drukpatronen, scannen meer dan 200 zakken per minuut en passen indien nodig minutieuze correcties aan om binnen de tolerantie van 0,3 mm te blijven. Daarnaast zijn er de luchtvlottingswebstabilisatoren, die de folie eigenlijk laten zweven op een laag samengeperste lucht tussen de rollen, waardoor elk trillen wordt voorkomen dat anders de inkt zou uitwassen. Combineer al deze systemen en wat krijgen we dan? Duidelijke logo's op uiterst dunne folies van slechts 15 micron, meestal ook, met minder dan één fout per honderd afdrukken wanneer alles correct is ingesteld.
Afdrukmethode(n) compatibel met plasticzakmachine(s)
Flexografische bedrukking: de beste keuze voor op maat gemaakte logozakken in grote aantallen op standaard PE/PP-folie
Flexodruk is vrijwel de standaardmethode geworden voor het produceren van op maat gemaakte logozakken in grote hoeveelheden op PE- en PP-folie. De belangrijkste redenen hiervoor? Snelheid, kosten-effectiviteit en de gemakkelijke integratie in bestaande zakproductielijnen. Flexodrukkers werken met flexibele fotopolymeerplaten en gebruiken ofwel watergedragen ofwel milieuvriendelijke oplosmiddelingeninkten die snel drogen. Voor merken betekent dit duidelijke, consistente logo’s die met indrukwekkende snelheden van ongeveer 1500 voet per minuut worden afgedrukt. De instelkosten zijn relatief laag vergeleken met andere methoden, en het wisselen tussen verschillende ontwerpen verloopt snel genoeg om bij te houden met orders van tientallen tot honderdduizenden eenheden. De meeste moderne flexodrukmachines zijn standaard uitgerust met precisiespanningsregelingen en automatische registratiesystemen. Deze systemen zorgen voor een uitlijnprecisie van ongeveer 0,1 mm, zodat logo’s scherp blijven en op elke afzonderlijke zak identiek overkomen, zonder dat constante handmatige aanpassingen nodig zijn.
Digitale en rotogravure-opties: wanneer kleurcomplexiteit, korte oplages of een premiumafwerking de extra kosten rechtvaardigen
Bij het bekijken van gespecialiseerde drukbehoeften brengen zowel digitale als rotogravuredruk hun eigen sterke punten mee, ook al vereisen beide methoden specifieke machinesetups. Rotogravuredruk onderscheidt zich door zijn buitengewone kleurnauwkeurigheid, scherpe details en verfijnde afwerkingen zoals metalen glans of glanzende texturen. Dit komt voort uit de gegraveerde cilinders die worden gebruikt, waardoor veel hoogwaardige productverpakkingen op deze methode vertrouwen, met name bij complexe ontwerpen die meer dan alleen basiskleuren of vloeiende overgangen tussen tinten vereisen. De kosten-batenverhouding wordt gunstiger zodra de productie rond de half miljoen stuks per jaar ligt. Aan de andere kant elimineert digitale druk de dure platen volledig en stelt fabrikanten in staat om variabele informatie, zoals QR-codes of genummerde reeksen, te gebruiken. Hierdoor worden kleine oplages vanaf 500 stuks economisch haalbaar, terwijl laatste-minuutontwerp aanpassingen nog steeds mogelijk blijven — een zeer nuttige eigenschap tijdens feestseizoenpromoties of bij het testen van nieuwe markten. Voor het goed in bedrijf stellen van digitale systemen is echter wel speciale UV-hardingapparatuur vereist. Rotogravuredrukkerijen daarentegen moeten investeren in precieze cilinderuitlijngereedschappen en gedurende de gehele werking strikte temperatuurregeling handhaven.
Materiaal en oppervlaktevoorbereiding: zorgen voor hechting van de inkt voor een duurzame kwaliteit van logo-opdruk
Selectie van folie (LDPE, HDPE, PP, metallocene) en de impact daarvan op bedrukbare eigenschappen en compatibiliteit met machines
Het soort polymeer dat we kiezen, maakt echt een verschil voor hoe lang logo's blijven bestaan, hoe scherp ze worden afgedrukt en hoe goed machines draaien. Laagdichtheidspolyethyleen of LDPE is vrij flexibel, maar vereist speciale oppervlaktebehandelingen en speciale inkt die beter hecht. HDPE biedt stijfheid, maar vanwege zijn kristalstructuur kan het lastig zijn om de inkt goed te laten hechten. Dat betekent extra stappen zoals corona-behandeling en nauwkeurige temperatuurbewaking gedurende het hele productieproces. Polypropyleen of PP heeft een goede helderheid en sterkte, maar bij hoge snelheid neigt het tot vervorming, tenzij we de warmte tijdens het drukken zeer precies beheersen. Metallocene-gekatalyseerde folies worden steeds populairder, omdat ze de inkt beter vasthouden, sterker smelte-eigenschappen hebben en soepeler door drukapparatuur lopen. Deze folies verminderen afdrukkproblemen met ongeveer 35–40% bij snelheden van meer dan 200 meter per minuut, vergeleken met conventionele PE-materialen. De juiste keuze van folie is van groot belang om de baan vlot te laten lopen, de juiste droogtijden te waarborgen en die belangrijke logo's op de lange termijn te behouden.
Coronabehandeling en dynamisch niveaubeheer voor betrouwbare inkbinding op niet-poreuze ondergronden
Polyethyleen (PE) en polypropyleen (PP) zijn van nature ondoordringbaar voor inkt, omdat ze niets absorberen en chemisch nauwelijks reageren met de meeste stoffen. Dat betekent dat speciale voorbereiding nodig is om ervoor te zorgen dat elke gedrukte laag goed hecht. De standaardmethode bestaat uit een zogeheten corona-behandeling, waarbij een elektrische lading oxidatie op het oppervlak van de folie veroorzaakt. Dit proces verhoogt de oppervlaktespanning, ook wel dyne-niveau genoemd, van ongeveer 30 naar een waarde tussen 38 en 44 mN/m. Het overschrijden van 40 mN/m is echter van cruciaal belang: als het niveau zelfs maar licht daalt – bijvoorbeeld met vijf punten – neemt de kans op hechtingsproblemen bij flexografisch drukken plotseling met 70% toe. De meeste moderne productielijnen voor plastic zakken zijn tegenwoordig uitgerust met sensoren die deze dyne-niveaus voortdurend meten en de intensiteit van de corona-behandeling automatisch aanpassen op basis van factoren zoals de dikte van de folie, de snelheid waarmee deze door de machine loopt en de luchtvochtigheid op elk moment. Ook is het opmerkelijk hoe snel deze behandelde oppervlakken hun effectiviteit verliezen. Neem bijvoorbeeld HDPE: zonder adequate behandeling kan het binnen slechts acht uur al ongeveer de helft van zijn inktaanhechtingsvermogen verliezen. Daarom kiezen veel bedrijven ervoor om het materiaal pas vlak voor het drukken te behandelen, zodat logo’s ook na het verzegelen van de zakken, het vullen met producten of het terechtkomen bij de consument op hun plaats blijven.
Veelgestelde vragen
V1: Wat is het belangrijkste voordeel van geïntegreerde plasticzakproductiesystemen?
A1: Geïntegreerde systemen elimineren handmatige stappen, waardoor problemen met besmetting en uitlijningsfouten bij de bedrukking worden verminderd, wat uiteindelijk de productietijd met 40–60% verlaagt.
V2: Hoe wordt de integriteit van het logo gewaarborgd tijdens productie met hoge snelheid?
A2: De integriteit van het logo wordt gewaarborgd door lasersgestuurde spanningsregeling, optische registratie met gesloten lus en webstabilisatoren met luchtvlotters, die een nauwkeurige spanning en uitlijning behouden.
V3: Waardoor onderscheidt flexografische bedrukking zich van andere methoden?
A3: Flexografische bedrukking is ideaal voor productie in grote volumes vanwege de hoge snelheid, kosteneffectiviteit en lage instelkosten, waardoor deze geschikt is voor standaard PE/PP-folie.
V4: Wanneer moeten digitale of rotogravurebedrukking worden overwogen?
A4: Digitale en rotogravurebedrukking zijn de voorkeurskeuze bij complexe kleureisen, korte oplages of premium afwerkingen, ondanks de noodzaak van specifieke machineconfiguraties.
V5: Waarom is de keuze van folie cruciaal in het bedrukkingsproces?
A5: Verschillende folies zoals LDPE, HDPE, PP en metallocene hebben unieke eigenschappen die van invloed zijn op de drukhelderheid en compatibiliteit met machines, wat de algehele productiekwaliteit beïnvloedt.
V6: Welke rol speelt corona-behandeling bij het bedrukken van niet-poreuze ondergronden?
A6: Corona-behandeling oxideert het folieoppervlak, waardoor de oppervlaktespanning (dyne-niveau) toeneemt, wat essentieel is voor de hechting van de inkt en aanzienlijk minder drukfouten veroorzaakt.