Quomodo machina ad fabricandos saccos plasticos permittit productionem integram emblematis ad mensuram
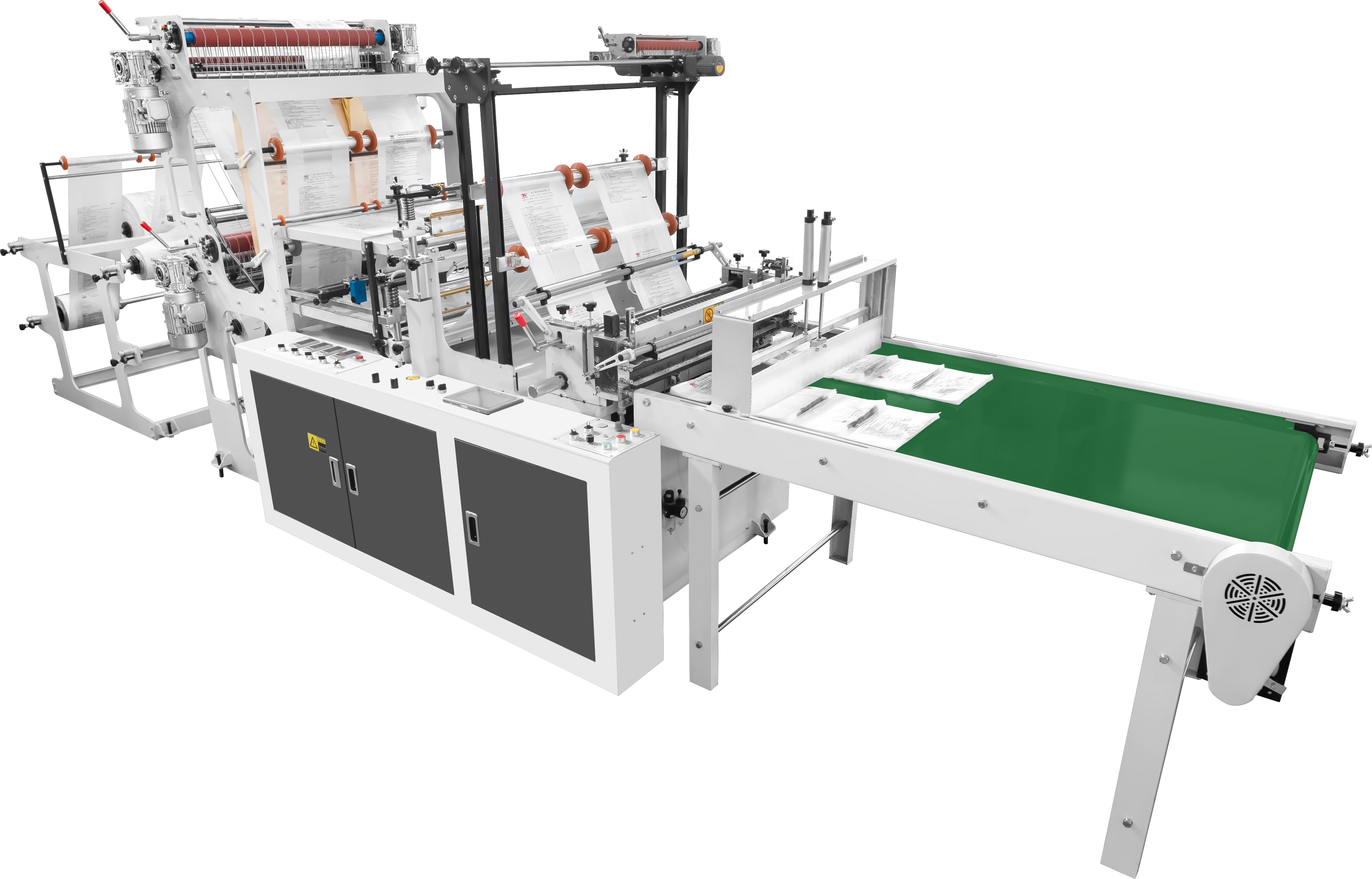
Extrusio integrata pelliculae inflatae, impressio, et conversio in saccos in una linea
Novissima machinae ad fabricandam saccos plasticos coniungunt extrusionem pelliculae inflatae, operationes imprimendi, et ipsam formationem sacci in una continua linea productionis. Haec dispositio tollit illos manuales gradus qui saepe ad contaminationes et ad impressiones non recte allinatas ducunt. Ex granulis polymeris in extrusorem introductis incipiens, systema ea cautissime liquefacit et aere inflat ut tubularem pelliculam uniformem efficiat. Dum haec adhuc calida et flexibilis materia per lineam progreditur, ad areolas imprimendi integratas pervenit, ubi rotulae speciales insignia imprimit antequam res omnino refrigescat. Ad extremum processus, mechanicae sigillandi calore et secandi formam ultimam producti conficiunt in linea, ita ut omnis copia eadem exeat et insignia semper eodem modo locentur. Fabricatores nuntiant tempus productionis inter 40 et 60 procentum breviore factum esse quam in antiquioribus methodis, simulque insignium allinamentum intra dimidium millimetrum in omnibus productis servari.
Praecisionis Caracteres Critici ad Integritatem Logotypi: Tensionis Regulatio, Exactitudo Registrationis, et Stabilitas Rete
Ad imprimendos acutos, constantesque logos opus est coordinatione trium principalium subsystematum, quae simul operantur. Tensio a laser directa ita variat extensionem pelliculae ut haec infra ±0,5 % maneat, ne imagines distordantur, etiam cum velocitas ad 200 metra per minutum ascendit. Ad allignmentum, systemata optica registrationis in circuitu clauso continuo examinant illos characteres impressos, plus quam 200 sacculos per minutum explorantes et parvas correctiones, ubi necesse est, ad tolerentiam 0,3 mm servandam adhibentes. Deinde sunt stabilizatores web per aerem fluitantem, qui pelliculam vere quasi super stratum aeris compressi inter rotulas sustentant, ut omnis tremor, qui alioquin atramentum per totum locum diffunderet, prohibeatur. Haec omnia simul considerata quid efficiunt? Logos claros in pelliculis incredibiliter tenuibus, quae 15 micronum crassitudinem habent, plerumque; defectus autem rarius quam semel in centum impressionibus accidunt, si omnia recte sint disposita.
Methodi Impressoriae cum Machinis ad Fabricandum Sacculos Plasticos Compatibiles
Impressio Flexographica: Optima ad Sacculos Cum Logo Ad Hominem in Pelliculis PE/PP Normalibus Magni Voluminis
Impressio flexographica fere methodus praecipua evasit ad producendos sacculos cum logo ad usum specialem in magnis quantitatibus in pelliculis ex polyethyleno et polypropyleno. Causae principales? Velocitas, efficacia pretii, et facilitas incorporationis in lineas productionis sacculorum iam existentes. Impressores flexographici utuntur hisce tabellis photopolymere flexibilibus et tintis aut aquosis aut eco-solventibus quae cito siccant. Quod hoc significat pro brandis est manifestum: logotypi clari et constantes impressi ad velocitates admirabiles circiter 1500 pedum per minutum. Impensae praeparationis sunt relativae parvae comparatione ad alias methodos, et mutatio inter diversos desideratos designes tam cito fit ut ordines a decem millibus ad centum millia unitatum subsequi possint. Plurimae machinae flexographicae modernae praebentur tensionis praecisionis regulaminibus et systematibus automaticis registrationis ut functiones normales. Haec adiuvant ad consequendam accuratissimam conformationem intra circiter 0,1 mm, ita ut logotypi semper sint acuti et eodem modo appareant in omni singulo sacculo sine necessitate frequentium manuum interventuum.
Optiones Digitalis et Rotogravura: Cum Complexitas Colorum, Series Breviores, aut Finis Praeclarus Pretium Augmentatum Iustificant
Cum ad speciales necessitates impressionis spectamus, utraque methodus, digitalis et rotogravura, suas proprias vires ad tabulam afferunt, quamvis utraque machinarum dispositiones peculiares requirat. Rotogravura praecellit propter incredibilem suam accuratissimam colorum repraesentationem, acutas lineas, et illos splendidos effectus, ut fulgorem metallicum aut texturam lucidam. Haec ex cylindris incisis proveniunt, quare multae summae qualitatis confectiones hanc methodum utuntur, praesertim cum ad designa complexa spectat, quae plus quam simplices colores aut lenes transitiones inter diversas umbras postulant. Calculus melior fit, cum productio ad circiter dimidiam millionem rerum per annum ascendit. Ex altera parte, impressio digitalis omnino abolet istas caras lamellas et fabricantibus permittit variabilem informationem, ut codices QR aut series numeratas, tractare. Hoc parvas copias, usque ad quingentas res, reddit oeconomicas, simul adhuc ultimas mutationes in designo permittens, quod valde utile est tempore festivitatum aut cum nova mercata experiri volunt. Tamen, ad systemata digitalia recte operanda, apparatus specialis curandi per radiactionem UV requiritur. Interea, officinae rotogravurae instrumenta ad exactam cylindrorum allignmentem comparare et temperaturas per totum opus stricte custodire debent.
Praeparatio Materialis et Superficiei: Adhaerentiam Inchi Asserviens pro Durabili Qualitate Impressi Logi
Selectio Pelliculae (LDPE, HDPE, PP, Metallocene) et Eius Effectus in Impressibilitatem et Compatibilitatem cum Machina
Quod genus polimeri eligitur, re vera magnam habet differentiam ad diuturnitatem signorum, ad perspicuitatem impressionis, et ad bene currendum machinarum. Polyethylenum densitatis infimae (LDPE) flexibile est, sed requirit tractationes speciales superficiei et incaustica specialia, quae melius adhaerent. Polyethylenum densitatis altioris (HDPE) rigiditatem praebet, sed propter structuram crystallinam eius adhaerentia incaeustici difficilis est; idcirco gradus additivi, ut tractatio corona et custodia temperaturae per totam productionem, necessarii sunt. Polypropylenum (PP) bonam claritatem et fortitudinem habet, sed in cursu ad velocitatem altam tendit ad torquendum nisi calor per impressionem exacte regatur. Pelliculae catalysatae metallocenis iam populares fiunt, quia incausticum melius retinent, proprietates fusionis fortiores habent, et per machinas impressionis lenius fluunt. Haec pelliculae problemata impressionis minuunt circiter 35–40 %, cum ultra 200 metra per minutum currunt, comparatae ad materiales polyethylenicos vulgares. Optima electio pelliculae magni momenti est ad continuandum cursum web sine interruptione, ad certificandam tempora siccationis idonea, et ad servandos signos illos necessarios per tempus.
Tractatio Coronae et Administratio Nivis Dynae ad Firmam Incretionem Inctorum in Substratis Non-Permeabilibus
Materialia polyethyleni (PE) et polypropyleni (PP) naturaliter resistent ad inka, quia nihil absorbent nec cum plurimis substantiis reagunt chemice. Id significat praeparationem specialem esse necessariam, ut quodlibet impressum materiale bene adhaereat. Methodus communis involvit quoddam quod corona-tractatio appellatur, ubi electrica vis oxidationem in superficie pelliculae creat. Haec processus auget mensuram tensionis superficialis, quae dyne-level nominatur, a circiter 30 usque ad inter 38 et 44 mN/m. Tamen transire 40 mN/m revera magni momenti est. Si numerus etiam minimē decrescat, puta tantum quinque punctis, subito probabilitas defectuum in impressione flexographica bene adhaerentis septuaginta per centum maior est. Plurimae hodiernae lineae productionis sacculorum plasticorum iam sensoribus instructae sunt, quae continuō istos dyne-levels inspiciunt, dum intensitatem corona-tractionis automātice adiustant secundum factores tales ut spissitudo pelliculae, velocitas eius per machinam, atque humiditas quae tempore quovis accidit. Notandum quoque est quam celeriter hae tractatae superficies efficaciam amittunt. Exemplī grātiā, HDPE sine recta tractatione circa dimidiam suam facultatem tenendi inka intra octo tantum horas amittit. Ideō multae operationes materiam tractare malunt statim ante impressionem, ut insignia manēant fixa etiam postquam sacculī per processus sigillandi transeant, productīs implentur, aut in manus consummatōrum perveniunt.
FAQ
Q1: Quae est praecipua integrarum plasticarum sacculorum fabricandorum machinarum utilitas?
A1: Systemata integrata gradus manuales tollunt, qua de causa minuuntur contaminationis difficultates et impressionum disiunctio, quod denique tempus productionis 40–60 % breviat.
Q2: Quomodo integritas symboli in productione ad altam celeritatem servatur?
A2: Integritas symboli per tensionis regulatum laseribus, per opticae registrationis circuitum clausum, et per stabilizatores web aeris fluitantis servatur, quae tensionem et allignmentem praecise conservant.
Q3: Quae res flexographicam impressionem ab aliis methodis distinguit?
A3: Impressio flexographica pro productione magnae quantitatis idonea est propter celeritatem, oeconomicitatem, et parvas impensas praeparationis, quae eam ad films PE/PP normales aptam reddunt.
Q4: Quando impressio digitalis aut rotogravura consideranda est?
A4: Optiones digitales et rotogravurae praeferendae sunt pro colorum exigentiis complexis, pro brevibus seriebus, aut pro finitionibus praemiis, quamvis machinarum specificarum dispositio requiratur.
Q5: Cur selectio filmi in processu impressionis crucialis est?
A5: Diversi pelliculae, ut LDPE, HDPE, PP et metallocene, proprietates singulares habent quae perspicuitatem impressionis et compatibilitatem cum machinis afficiunt, quod qualitatem totius productionis impetit.
Q6: Quae est functio tractationis corona in impressione super substrata non porosa?
A6: Tractatio corona superficiem pelliculae oxidadam facit, tensionem superficialem (gradum dyne) augens, quae adhaesionem atramenti necessariam praebet, defectus impressionis notabiliter minuens.