Ako stroj na výrobu plastových vreciek umožňuje komplexnú výrobu vreciek s vlastným logom
Integrovaná extrúzia fólie, tlač a pretváranie do vreciek v jednej výrobnej linke
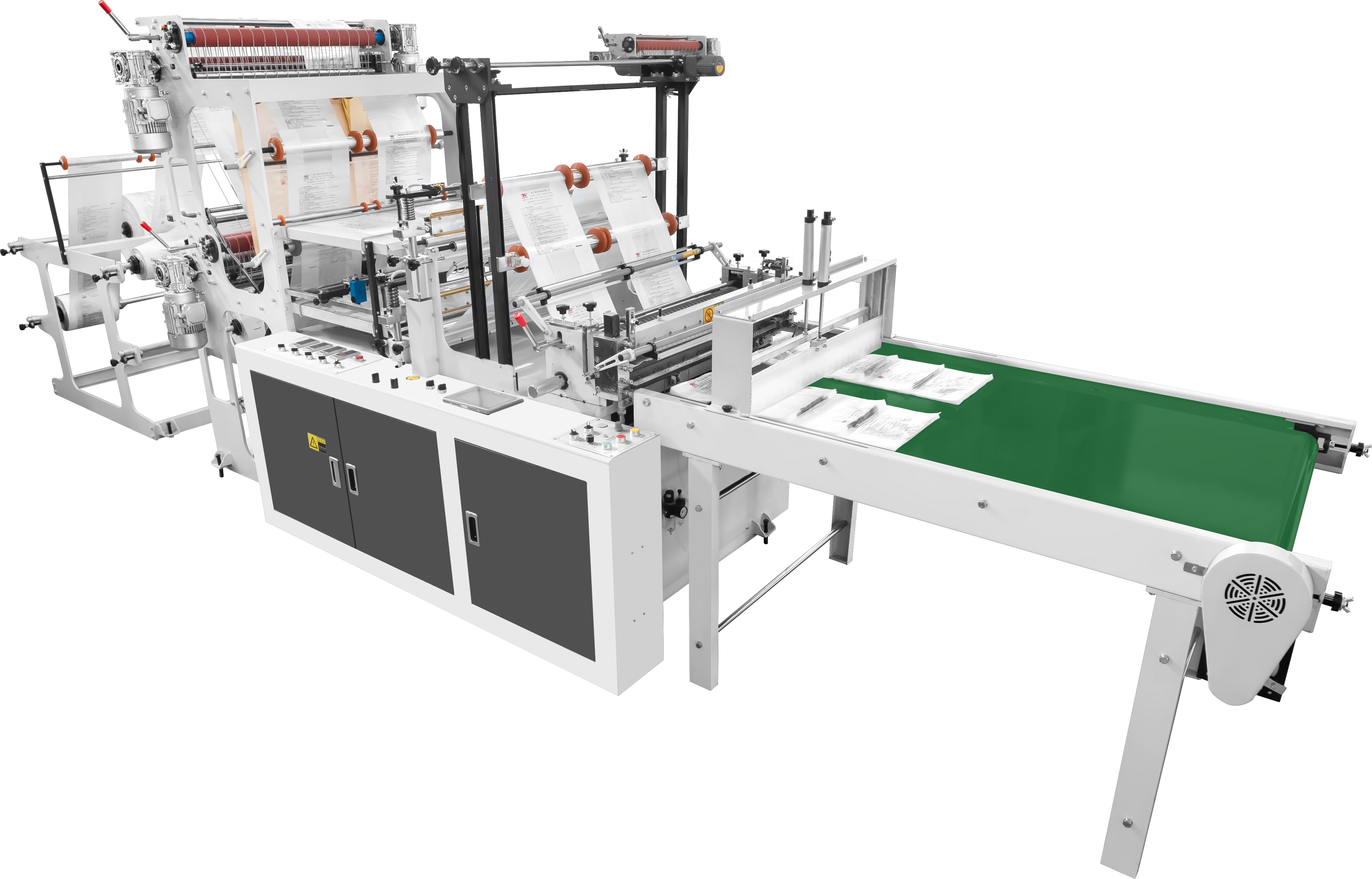
Najnovšie zariadenie na výrobu plastových vreciek kombinuje výrobu fólie vyfukovaním, tlač a vlastné tvorenie vreciek v rámci jednej nepretržitej výrobnej linky. Toto usporiadanie odstraňuje manuálne kroky, ktoré často vedú k problémom s kontamináciou a nesprávne zarovnaným tlačeným obrázkom. Výroba začína polymérnymi granulami, ktoré sa privádzajú do extrudéra, kde sa opatrne roztavia a následne sa vzduchom vyfukujú do tvaru rovnakej trubkovitej fólie. Keď sa tento stále teplý a pružný materiál pohybuje ďalej po linke, prechádza integrovanými tlačovými zónami, kde špeciálne valčeky nanášajú logá práve pred úplným ochladením. Na konci procesu mechanizmy tepelného zvarovania a strihania formujú finálny výrobok priamo v linke, takže každá dávka vychádza identická a logá sú vždy presne na rovnakom mieste. Výrobcovia uvádzajú úsporu času výroby v rozmedzí od 40 do 60 percent v porovnaní so staršími metódami, pričom udržiavajú presnosť umiestnenia loga v rámci približne pol milimetra pre všetky vyrobené výrobky.
Presné funkcie kritické pre integritu loga: kontrola napätia, presnosť zaregistrovania a stabilita pásu
Získanie ostrých a konzistentných logotypov vyžaduje koordináciu troch kľúčových podsystémov, ktoré spolupracujú. Laserom riadená regulácia napätia udržiava odchýlky natiahnutia fólie pod ±0,5 %, takže obrazy sa nedeformujú ani pri veľmi vysokých rýchlostiach tlače 200 metrov za minútu. Pri zarovnávaní uzavreté optické registračné systémy neustále kontrolujú tlačené vzory, prehliadajú viac ako 200 vreciek za minútu a v prípade potreby vykonávajú jemné úpravy, aby sa udržala presnosť v tolerancii 0,3 mm. Ďalším prvkom sú stabilizátory pohyblivej fólie s využitím vzduchovej flotácie, ktoré vlastne fóliu „vznášajú“ na vrstve stlačeného vzduchu medzi valcami – tým sa zabráni akémukoľvek vibrovaniu, ktoré by inak spôsobilo rozmazanie farby po celej ploche. Ak všetky tieto komponenty spojíme dohromady, čo získame? Väčšinou jasné logotypy aj na mimoriadne tenkých fóliách s hrúbkou len 15 mikrónov a chyby sa vyskytujú menej ako raz z každých sto tlačov, ak je celý systém správne nastavený.
Tlačové metódy kompatibilné s strojmi na výrobu plastových vreciek
Flexografické tlačenie: Najvhodnejšie pre vysokozdružové vlastné tašky s logom na štandardných PE/PP fóliách
Flexografické tlačenie sa stalo takmer štandardnou metódou na výrobu vlastných taštičiek s logom v veľkých množstvách z PE a PP fólií. Hlavné dôvody? Rýchlosť, nákladová efektívnosť a jednoduchá integrácia do existujúcich výrobných liniek pre výrobu taštičiek. Flexografické tlačiarne pracujú s flexibilnými fotopolymerovými platňami a používajú buď vodné, alebo ekologické rozpúšťadlové farby, ktoré rýchlo vysychajú. Pre značky to znamená jasné, konzistentné logá tlačené v pôsobivých rýchlostiach približne 1500 stôp za minútu. Náklady na nastavenie sú relatívne nízke v porovnaní s inými metódami a výmena medzi rôznymi dizajnmi prebieha dostatočne rýchlo na to, aby sa stihli objednávky od desiatok tisíc až po stovky tisíc kusov. Väčšina moderných flexografických strojov je štandardne vybavená presnými systémami regulácie napätia a automatickými systémami registrovania. Tieto funkcie umožňujú dosiahnuť presnosť zarovnania približne 0,1 mm, čo zabezpečuje, že logá zostanú ostré a budú vyzerat’ rovnako na každej jednotlivej taštičke bez nutnosti neustálych manuálnych úprav.
Digitálne a rotogravírne možnosti: Keď zložitosť farieb, krátke série alebo premium dokončenie ospravedlňujú vyššie náklady
Pri posudzovaní špecializovaných tlačových potrieb prinášajú digitálna aj rotogravírna metóda každá svoje vlastné výhody, hoci obe vyžadujú špecifické strojné nastavenia. Rotogravírna sa vyznačuje výnimočnou farebnou presnosťou, ostrými detailmi a luxusnými povrchmi, ako sú kovové lesky alebo lesklé textúry. Toto je možné vďaka gravírovaným valcom, ktoré táto metóda využíva, a preto sa na ne spoliehajú mnohé balenie vysokohodnotných výrobkov, najmä pri zložitých dizajnoch, ktoré vyžadujú viac než len základné farby alebo hladké prechody medzi odtieňmi. Matematicky sa táto metóda vypláca od výroby približne pol milióna kusov ročne. Na druhej strane digitálna tlač úplne eliminuje drahé tlačové formy a umožňuje výrobcom používať premenné informácie, napríklad QR kódy alebo číselné postupnosti. To robí malé sériové výroby – už od 500 kusov – ekonomicky životaschopnými a zároveň umožňuje úpravy dizajnu v poslednej chvíli, čo je mimoriadne užitočné počas vianočných akcií alebo pri testovaní nových trhov. Správne uvádzanie digitálnych systémov do prevádzky však vyžaduje špeciálne UV sušiace zariadenia. Medzitým si rotogravírne musia investovať do presných nástrojov na zarovnávanie valcov a udržiavať prísne kontrolu teploty počas celého prevádzkového procesu.
Príprava materiálu a povrchu: Zabezpečenie prilnavosti farby pre trvalú kvalitu tlače loga
Výber fólie (LDPE, HDPE, PP, metallocén) a jeho vplyv na tlačiteľnosť a kompatibilitu so strojmi
Aký druh polyméru zvolíme, má významný vplyv na trvanlivosť logotipov, jasnosť tlače a spoľahlivosť prevádzky strojov. Polyetylén nízkej hustoty (LDPE) je pomerne pružný, avšak vyžaduje špeciálne povrchové úpravy a špeciálne farby, ktoré lepšie priľnajú. Polyetylén vysokej hustoty (HDPE) poskytuje tuhosť, no vzhľadom na svoju kryštalickú štruktúru je ťažké dosiahnuť správne priľnavosť farby, čo si vyžaduje dodatočné kroky, ako napríklad korónová úprava a presné monitorovanie teploty počas celého výrobného procesu. Polypropylén (PP) má dobrú priehľadnosť a pevnosť, avšak pri vysokých rýchlostiach tlače má tendenciu deformovať sa, ak neprebieha riadenie tepla počas tlače s veľkou presnosťou. Filmové materiály katalyzované metalocénom sa stávajú čoraz populárnejšími, pretože lepšie udržiavajú farbu, majú vyššiu teplotu tavenia a hladšie prechádzajú tlačovými zariadeniami. Pri rýchlostiach nad 200 metrov za minútu tieto filmy znížia problémy s tlačou približne o 35–40 % v porovnaní s bežnými PE materiálmi. Výber vhodného filmového materiálu je rozhodujúci pre bezproblémový chod tlačového pásu, zabezpečenie správnych časov sušenia a udržanie dôležitých logotipov v priebehu času.
Ošetrenie povrchu proti korózii a riadenie hladiny dynamického napätia pre spoľahlivé zlepenie farby na nepriepustných podkladoch
Polyetylén (PE) a polypropylén (PP) sa prirodzene odolávajú farbám, pretože nič neabsorbujú a chemicky nereagujú s väčšinou látok. To znamená, že na dosiahnutie správneho prilnavosti tlačeného materiálu je potrebná špeciálna príprava. Štandardnou metódou je tzv. korónová úprava, pri ktorej elektrický výboj spôsobuje oxidáciu povrchu fólie. Tento proces zvyšuje meranú povrchovú napätosť, známu ako hodnota dyne, z približne 30 na rozsah medzi 38 a 44 mN/m. Prekročenie hodnoty 40 mN/m je však kľúčové. Ak táto hodnota klesne aj len o niekoľko bodov – napríklad o päť – náhle stúpne pravdepodobnosť problémov s prilnavosťou pri flexografickej tlači o 70 %. Väčšina moderných výrobných liniek na výrobu plastových vreciek je dnes vybavená senzormi, ktoré neustále monitorujú tieto hodnoty dyne a automaticky upravujú intenzitu korónovej úpravy v závislosti od faktorov, ako je hrúbka fólie, rýchlosť jej pohybu cez stroj alebo aktuálna vzdušná vlhkosť. Stojí tiež za zmienku, ako rýchlo tieto upravené povrchy stratia svoju účinnosť. Napríklad HDPE môže bez správnej úpravy stratiť až polovicu schopnosti udržať farbu už po ôsmich hodinách. Preto si mnoho výrobných prevádzok volí úpravu materiálu tesne pred samotnou tlačou, čím sa zabezpečí, že logá zostanú na mieste aj po tom, čo vrecká prejdú procesom zatápania, naplnenia výrobkami alebo sa dostanú do rúk koncových spotrebiteľov.
Často kladené otázky
Q1: Aká je hlavná výhoda integrovaných systémov na výrobu plastových vreciek?
A1: Integrované systémy eliminujú manuálne kroky, čím sa znížia problémy s kontamináciou a nesprávnym zarovnaním tlačových vzorov a celkový čas výroby sa skráti o 40–60 %.
Q2: Ako sa zachováva integrita loga počas výroby pri vysokých rýchlostiach?
A2: Integrita loga sa zabezpečuje pomocou laserom riadeného napínania, optického registračného systému so spätnou väzbou a stabilizátorov pohyblivej pásky s využitím vzduchovej flotácie, ktoré udržiavajú presné napätie a zarovnanie.
Q3: Čím sa flexografická tlač líši od iných metód?
A3: Flexografická tlač je ideálna pre výrobu vo veľkom objeme vzhľadom na jej vysokú rýchlosť, nízke náklady a nízke náklady na nastavenie, čo ju robí vhodnou pre štandardné PE/PP fólie.
Q4: Kedy by sa mala zvážiť digitálna alebo rotogravírovaná tlač?
A4: Digitálna a rotogravírovaná tlač sú uprednostňované pri zložitých požiadavkách na farby, krátkych sériách alebo pri premium dokončeniach, aj keď vyžadujú špecifické strojové nastavenia.
Q5: Prečo je výber fólie kritický v procese tlače?
A5: Rôzne fólia, ako LDPE, HDPE, PP a metallocén, majú jedinečné vlastnosti, ktoré ovplyvňujú jasnosť tlače a kompatibilitu s strojmi, čím sa ovplyvňuje celková kvalita výroby.
Q6: Akú úlohu zohráva korónová úprava pri tlači na nepriepustné podklady?
A6: Korónová úprava oxiduje povrch fólie a zvyšuje povrchové napätie (úroveň dyne), čo je nevyhnutné pre prilnavosť farby a výrazne znižuje chyby pri tlači.