Bagaimana Mesin Pembuat Kantong Plastik Memungkinkan Produksi Logo Kustom dari Ujung ke Ujung
Integrasi Ekstrusi Film Tiup, Pencetakan, dan Konversi Kantong dalam Satu Jalur
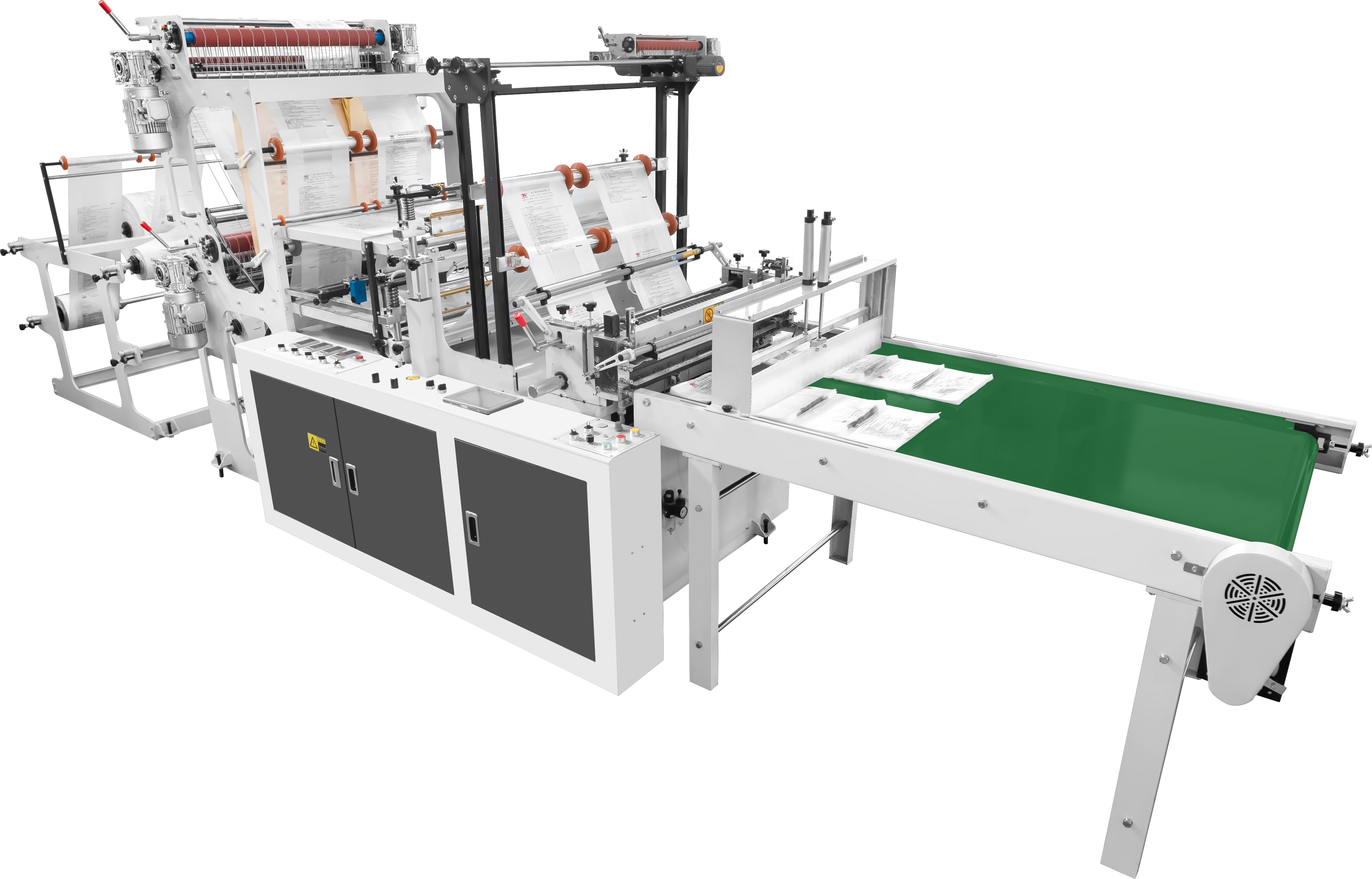
Peralatan terbaru untuk memproduksi kantong plastik menggabungkan proses ekstrusi film tiup, operasi pencetakan, dan pembentukan kantong itu sendiri dalam satu jalur produksi berkelanjutan. Susunan ini menghilangkan langkah-langkah manual yang sering menyebabkan masalah kontaminasi dan cetakan yang tidak sejajar. Dimulai dari butiran polimer yang dimasukkan ke dalam ekstruder, sistem ini melelehkannya secara hati-hati lalu mengembangkannya dengan udara guna membentuk film berbentuk tabung yang seragam. Saat bahan ini—yang masih hangat dan lentur—bergerak sepanjang jalur produksi, ia melewati area pencetakan terintegrasi di mana rol khusus mencetak logo tepat sebelum seluruh material benar-benar dingin. Di akhir proses, mekanisme penyegelan panas dan pemotongan membentuk produk akhir secara langsung pada jalur produksi, sehingga setiap batch keluar dengan tampilan identik dan penempatan logo yang konsisten. Produsen melaporkan penghematan waktu produksi antara 40 hingga 60 persen dibandingkan metode lama, serta mampu mempertahankan ketepatan posisi logo dalam toleransi sekitar setengah milimeter di seluruh produk yang dihasilkan.
Fitur Presisi yang Penting untuk Integritas Logo: Pengendalian Tegangan, Akurasi Registrasi, dan Stabilitas Web
Mencetak logo yang tajam dan konsisten memerlukan koordinasi antara tiga subsistem utama yang bekerja secara bersamaan. Pengendali ketegangan berpandu laser menjaga variasi peregangan film di bawah ±0,5%, sehingga gambar tidak mengalami distorsi bahkan saat beroperasi pada kecepatan tinggi hingga 200 meter per menit. Untuk presisi penjajaran, sistem registrasi optik berbasis loop tertutup terus-menerus memeriksa pola cetak tersebut, memindai lebih dari 200 kantong setiap menit serta melakukan penyesuaian mikro seperlunya guna mempertahankan toleransi sebesar 0,3 mm. Selanjutnya, terdapat stabilisator web pengapung udara yang pada dasarnya mengapungkan film di atas lapisan udara terkompresi di antara rol-rol, sehingga mencegah getaran (fluttering) yang jika terjadi akan mengakibatkan tinta menjadi blur di seluruh permukaan. Gabungkan semua komponen ini, dan apa hasilnya? Logo yang jernih pada film setipis 15 mikron—kebanyakan waktu juga berhasil dicapai—dengan cacat produksi terjadi kurang dari satu kali dari seratus cetakan apabila seluruh sistem telah disetel dengan benar.
Metode Pencetakan yang Kompatibel dengan Mesin Pembuat Kantong Plastik
Pencetakan Flexografi: Paling Cocok untuk Tas dengan Logo Kustom dalam Volume Tinggi pada Film PE/PP Standar
Pencetakan flexo telah menjadi metode utama untuk memproduksi tas bermerek khusus dalam jumlah besar pada film PE dan PP. Alasan utamanya? Kecepatan, efisiensi biaya, serta kemudahan integrasinya ke dalam lini produksi tas yang sudah ada. Mesin cetak flexografi bekerja dengan pelat fotopolimer fleksibel dan menggunakan tinta berbasis air atau tinta pelarut ramah lingkungan yang cepat kering. Bagi para merek, hal ini berarti logo yang jelas dan konsisten dapat dicetak dengan kecepatan mengesankan sekitar 1500 kaki per menit. Biaya persiapan relatif rendah dibandingkan metode lain, dan pergantian antar desain berlangsung cukup cepat untuk memenuhi pesanan mulai dari puluhan ribu hingga ratusan ribu unit. Sebagian besar mesin flexo modern dilengkapi kontrol ketegangan presisi dan sistem pendaftaran otomatis sebagai fitur standar. Fitur-fitur ini membantu mencapai akurasi penyelarasan sekitar 0,1 mm, sehingga logo tetap tajam dan tampak identik di setiap tas yang diproduksi tanpa memerlukan penyesuaian manual secara konstan.
Opsi Digital dan Rotogravure: Ketika Kompleksitas Warna, Jumlah Cetakan Sedikit, atau Hasil Akhir Premium Membenarkan Tambahan Biaya
Ketika mempertimbangkan kebutuhan pencetakan khusus, baik metode digital maupun rotogravur masing-masing menawarkan keunggulan tersendiri, meskipun keduanya memerlukan pengaturan peralatan khusus. Rotogravur unggul dalam akurasi warna yang luar biasa, ketajaman detail, serta sentuhan akhir istimewa seperti kilap metalik atau tekstur mengilap. Hal ini berasal dari silinder berukir yang digunakan dalam prosesnya, sehingga banyak kemasan produk premium mengandalkan metode ini—terutama ketika menangani desain kompleks yang membutuhkan lebih dari sekadar warna dasar atau transisi halus antar nuansa. Secara ekonomis, metode ini menjadi lebih efisien ketika volume produksi mencapai sekitar setengah juta unit per tahun. Di sisi lain, pencetakan digital sepenuhnya menghilangkan kebutuhan akan pelat mahal dan memungkinkan produsen memasukkan informasi variabel, seperti kode QR atau urutan bernomor. Dengan demikian, cetak satuan kecil mulai dari 500 keping menjadi layak secara ekonomi, sekaligus tetap memungkinkan penyesuaian desain pada menit-menit terakhir—suatu keunggulan sangat berharga selama promosi liburan atau saat menguji pasar baru. Namun, mengoperasikan sistem digital secara optimal memerlukan peralatan khusus untuk pengeringan UV. Sementara itu, bengkel rotogravur harus berinvestasi pada alat penyelarasan silinder presisi serta menjaga kontrol suhu yang ketat sepanjang proses operasional.
Persiapan Bahan dan Permukaan: Memastikan Daya Rekat Tinta untuk Kualitas Cetak Logo yang Tahan Lama
Pemilihan Film (LDPE, HDPE, PP, Metallocene) dan Dampaknya terhadap Kemampuan Cetak serta Kompatibilitas Mesin
Jenis polimer yang kita pilih benar-benar berpengaruh terhadap ketahanan logo, kejernihan cetakan, dan kinerja mesin. Polietilena densitas rendah atau LDPE cukup fleksibel, tetapi memerlukan perlakuan khusus pada permukaannya serta tinta khusus yang lebih melekat. HDPE memberikan kekakuan, namun karena struktur kristalnya, menempelkan tinta secara merata menjadi sulit. Artinya, diperlukan langkah tambahan seperti perlakuan korona dan pemantauan suhu yang cermat sepanjang proses produksi. Polipropilena atau PP memiliki kejernihan dan kekuatan yang baik, tetapi saat dioperasikan pada kecepatan tinggi, bahan ini cenderung melengkung kecuali pengelolaan panas selama pencetakan dilakukan secara sangat presisi. Film yang dikatalisis metallocene semakin populer karena kemampuannya menahan tinta lebih baik, memiliki sifat leleh yang lebih kuat, serta berjalan lebih lancar melalui peralatan cetak. Film-film ini mengurangi masalah cetak sekitar 35–40% saat beroperasi di atas 200 meter per menit dibandingkan bahan PE konvensional. Pemilihan film yang tepat sangat penting untuk menjaga kelancaran operasi web, memastikan waktu pengeringan yang sesuai, serta mempertahankan logo-logo penting tersebut dalam jangka panjang.
Perawatan Corona dan Manajemen Tingkat Dyne untuk Ikatan Tinta yang Andal pada Substrat Non-Porus
Bahan polietilen (PE) dan polipropilen (PP) secara alami tahan terhadap tinta karena tidak menyerap apa pun dan tidak bereaksi secara kimia dengan sebagian besar zat. Artinya, diperlukan persiapan khusus agar bahan cetak apa pun dapat menempel dengan baik. Metode standar yang digunakan melibatkan proses yang disebut perlakuan korona, di mana muatan listrik menciptakan oksidasi pada permukaan film. Proses ini meningkatkan pengukuran tegangan permukaan—yang dikenal sebagai tingkat dyne—dari sekitar 30 menjadi antara 38 hingga 44 mN/m. Namun, melewati angka 40 mN/m benar-benar penting. Jika angka tersebut turun bahkan sedikit saja, misalnya hanya lima poin, maka risiko terjadinya masalah dalam pencetakan fleksografi—khususnya terkait ketahanan tinta—tiba-tiba meningkat hingga 70%. Saat ini, sebagian besar lini produksi kantong plastik modern telah dilengkapi sensor yang secara terus-menerus memantau tingkat dyne tersebut, sekaligus menyesuaikan intensitas perlakuan korona secara otomatis berdasarkan faktor-faktor seperti ketebalan film, kecepatan pergerakan film melalui mesin, serta kelembaban udara pada saat tertentu. Perlu juga diperhatikan betapa cepatnya permukaan yang telah diperlakukan kehilangan efektivitasnya. Ambil contoh HDPE: tanpa perlakuan yang memadai, bahan ini dapat kehilangan sekitar setengah kemampuan menahan tinta hanya dalam waktu delapan jam. Oleh karena itu, banyak operasi memilih untuk melakukan perlakuan pada bahan tepat sebelum proses pencetakan dimulai, guna memastikan logo tetap menempel kuat bahkan setelah kantong menjalani proses penyegelan, diisi dengan produk, atau sampai ke tangan konsumen.
FAQ
P1: Apa keunggulan utama sistem manufaktur kantong plastik terintegrasi?
J1: Sistem terintegrasi menghilangkan langkah-langkah manual, sehingga mengurangi masalah kontaminasi dan ketidaksejajaran cetak, serta pada akhirnya memangkas waktu produksi sebesar 40–60%.
P2: Bagaimana integritas logo dipertahankan selama produksi berkecepatan tinggi?
J2: Integritas logo dijamin melalui pengendalian ketegangan berpanduan laser, pendaftaran optik berbasis loop tertutup, serta stabilisator web mengapung udara, yang menjaga ketegangan dan keselarasan secara presisi.
P3: Apa yang membedakan pencetakan flexografi dari metode lain?
J3: Pencetakan flexografi sangat ideal untuk produksi volume tinggi karena kecepatannya, efisiensi biaya, serta biaya persiapan yang rendah—sehingga cocok untuk film PE/PP standar.
P4: Kapan pencetakan digital atau rotogravure harus dipertimbangkan?
J4: Opsi pencetakan digital dan rotogravure lebih disukai untuk kebutuhan warna kompleks, cetak jumlah kecil (short runs), atau hasil akhir premium, meskipun memerlukan penyiapan peralatan khusus.
P5: Mengapa pemilihan film sangat penting dalam proses pencetakan?
A5: Film-film berbeda seperti LDPE, HDPE, PP, dan metallocene memiliki sifat unik yang memengaruhi kejernihan cetak dan kompatibilitas mesin, sehingga berdampak pada kualitas produksi secara keseluruhan.
Q6: Peran apa yang dimainkan oleh perlakuan corona dalam proses pencetakan pada substrat non-porous?
A6: Perlakuan corona mengoksidasi permukaan film, meningkatkan tegangan permukaan (tingkat dyne), yang penting untuk adhesi tinta dan secara signifikan mengurangi cacat cetak.