Cómo una máquina fabricadora de bolsas de plástico permite la producción integral de logotipos personalizados
Extrusión integrada de película soplada, impresión y conversión de bolsas en una sola línea
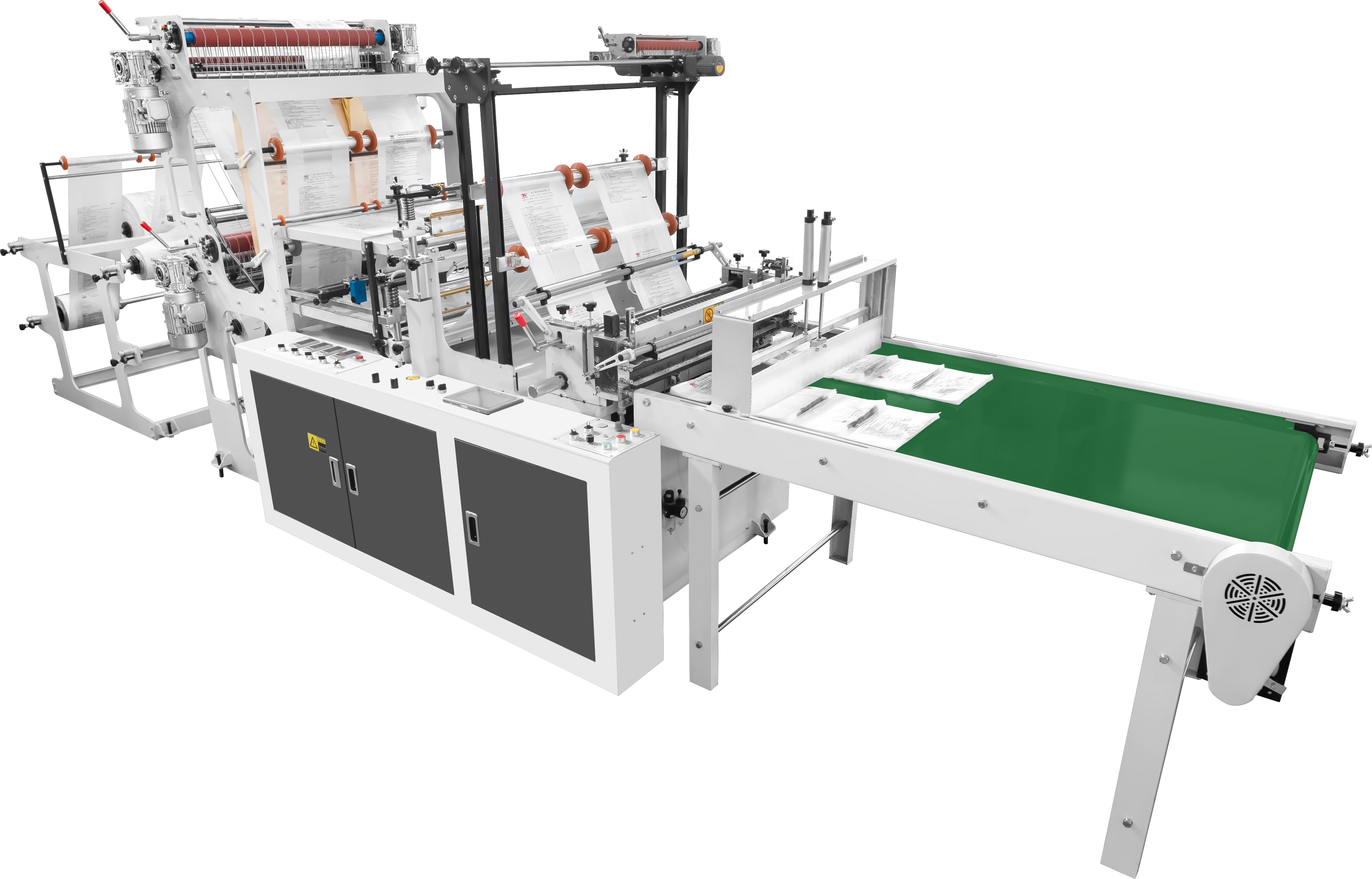
El equipo más reciente para la fabricación de bolsas de plástico combina la extrusión de película soplada, las operaciones de impresión y la formación real de las bolsas, todo dentro de una única línea de producción continua. Esta configuración elimina los pasos manuales que suelen provocar problemas de contaminación y desalineación en las impresiones. Comenzando con los gránulos de polímero que ingresan al extrusor, el sistema los funde cuidadosamente e infla con aire para crear una película tubular uniforme. A medida que este material aún cálido y flexible avanza a lo largo de la línea, pasa por zonas de impresión integradas donde rodillos especiales estampan los logotipos justo antes de que el material se enfríe por completo. Hacia el final del proceso, mecanismos de sellado térmico y corte moldean el producto final directamente en la línea, de modo que cada lote sale con un aspecto idéntico y los logotipos colocados de forma consistente. Los fabricantes informan ahorros de entre el 40 y el 60 % en el tiempo de producción comparado con métodos anteriores, además de mantener la alineación de los logotipos dentro de aproximadamente medio milímetro en todos los productos fabricados.
Características de precisión fundamentales para la integridad del logotipo: control de tensión, precisión de registro y estabilidad del rollo
Obtener logotipos nítidos y consistentes impresos requiere la coordinación entre tres subsistemas clave que trabajan en conjunto. El control láser de la tensión mantiene las variaciones de estiramiento de la película por debajo de ±0,5 %, de modo que las imágenes no se distorsionan incluso al funcionar a velocidades impresionantes de 200 metros por minuto. Para el alineamiento, los sistemas ópticos de registro en bucle cerrado verifican constantemente esos patrones de impresión, escaneando más de 200 bolsas cada minuto y realizando ajustes mínimos según sea necesario para mantenerse dentro de una tolerancia de 0,3 mm. Luego están los estabilizadores neumáticos de la banda que, básicamente, hacen flotar la película sobre una capa de aire comprimido entre los rodillos, lo que evita cualquier vibración que, de otro modo, difuminaría la tinta por toda la superficie. Al integrar todos estos elementos, ¿qué obtenemos? Logotipos nítidos incluso sobre películas increíblemente delgadas de 15 micras, la mayor parte del tiempo, con defectos que ocurren menos de una vez cada cien impresiones cuando todo está correctamente configurado.
Métodos de impresión compatibles con máquinas para fabricar bolsas de plástico
Impresión flexográfica: la mejor opción para bolsas personalizadas con logotipo en grandes volúmenes sobre películas estándar de PE/PP
La impresión flexográfica se ha convertido prácticamente en el método preferido para producir, en grandes cantidades, bolsas personalizadas con logotipos sobre películas de PE y PP. ¿Cuáles son las principales razones? Velocidad, rentabilidad y su fácil integración en las líneas de producción de bolsas ya existentes. Las impresoras flexográficas trabajan con placas flexibles de fotopolímero y utilizan tintas a base de agua o ecológicas solventes que se secan rápidamente. Esto significa, para las marcas, logotipos nítidos y consistentes impresos a velocidades impresionantes de aproximadamente 1500 pies por minuto. Los costes de configuración son relativamente bajos comparados con otros métodos, y el cambio entre distintos diseños es lo suficientemente rápido como para satisfacer pedidos que van desde decenas de miles hasta cientos de miles de unidades. La mayoría de las máquinas flexográficas modernas incorporan, como características estándar, controles de tensión de precisión y sistemas automáticos de registro. Estos permiten alcanzar una precisión de alineación de aproximadamente 0,1 mm, de modo que los logotipos permanecen nítidos y lucen exactamente iguales en cada una de las bolsas producidas, sin necesidad de ajustes manuales constantes.
Opciones digitales y de huecograbado: Cuando la complejidad del color, las tiradas cortas o el acabado premium justifican el costo adicional
Al analizar las necesidades especializadas de impresión, tanto los métodos digitales como el de huecograbado aportan sus propias ventajas, aunque ambos requieren configuraciones específicas de maquinaria. El huecograbado destaca por su extraordinaria precisión cromática, sus detalles nítidos y sus acabados sofisticados, como brillos metálicos o texturas brillantes. Esto se debe a los cilindros grabados que utiliza, razón por la cual muchos envases de productos de gama alta dependen de este método, especialmente cuando se trata de diseños complejos que exigen más que simples colores básicos o transiciones suaves entre tonos. La ecuación económica resulta más favorable una vez que la producción alcanza aproximadamente medio millón de unidades al año. Por otro lado, la impresión digital elimina por completo las costosas planchas y permite a los fabricantes incorporar información variable, como códigos QR o secuencias numeradas. Esto hace que los lotes pequeños —hasta 500 piezas— sean económicamente viables, manteniendo al mismo tiempo la posibilidad de realizar ajustes finales en el diseño en el último momento, una característica especialmente útil durante promociones navideñas o al probar nuevos mercados. No obstante, poner en marcha correctamente los sistemas digitales requiere equipos especiales de curado UV. Mientras tanto, los talleres de huecograbado deben invertir en herramientas precisas para el alineamiento de cilindros y mantener controles estrictos de temperatura durante toda la operación.
Preparación del material y la superficie: garantizar la adherencia de la tinta para una impresión duradera del logotipo
Selección de película (LDPE, HDPE, PP, metaloceno) y su impacto en la imprimibilidad y la compatibilidad con la máquina
El tipo de polímero que elegimos realmente marca la diferencia en cuanto a la duración de los logotipos, la nitidez de la impresión y el buen funcionamiento de las máquinas. El polietileno de baja densidad (LDPE) es bastante flexible, pero requiere tratamientos especiales en su superficie y tintas especiales que se adhieren mejor. El polietileno de alta densidad (HDPE) aporta rigidez, pero, debido a su estructura cristalina, lograr una adecuada adherencia de la tinta puede resultar complicado. Esto implica pasos adicionales, como el tratamiento por corona y un control riguroso de la temperatura durante toda la producción. El polipropileno (PP) ofrece buena transparencia y resistencia, pero al imprimir a alta velocidad tiende a deformarse, a menos que gestionemos con mucha precisión el calor durante la impresión. Las películas catalizadas con metaloceno están ganando popularidad porque retienen mejor la tinta, presentan propiedades de fusión más resistentes y funcionan con mayor fluidez en los equipos de impresión. Estas películas reducen los problemas de impresión aproximadamente un 35-40 % cuando se imprimen a velocidades superiores a 200 metros por minuto, comparadas con los materiales de polietileno convencionales. Elegir la película adecuada es fundamental para mantener de forma estable el avance continuo de la bobina, garantizar tiempos de secado apropiados y conservar, con el paso del tiempo, esos logotipos tan importantes.
Tratamiento de corona y gestión del nivel de dinas para una unión fiable de la tinta en sustratos no porosos
Los materiales de polietileno (PE) y polipropileno (PP) resisten naturalmente las tintas porque no absorben nada y no reaccionan químicamente con la mayoría de las sustancias. Esto significa que se requiere una preparación especial para lograr que cualquier material impreso se adhiera correctamente. El método estándar implica un proceso denominado tratamiento por corona, en el que una carga eléctrica genera oxidación en la superficie de la película. Este proceso incrementa la medición de la tensión superficial, conocida como nivel dyne, desde aproximadamente 30 hasta un rango entre 38 y 44 mN/m. Sin embargo, superar los 40 mN/m es realmente crucial: si dicho valor disminuye incluso ligeramente, por ejemplo solo cinco puntos, la probabilidad de problemas con la adherencia de la impresión flexográfica aumenta repentinamente un 70 %. Actualmente, la mayoría de las líneas modernas de producción de bolsas plásticas incorporan sensores que verifican constantemente estos niveles dyne y ajustan automáticamente la intensidad del tratamiento por corona en función de factores como el espesor de la película, la velocidad a la que avanza a través de la máquina y la humedad ambiental en cada momento. También vale la pena destacar la rapidez con la que estas superficies tratadas pierden su eficacia. Por ejemplo, el PEAD —sin un tratamiento adecuado— puede perder alrededor de la mitad de su capacidad para retener la tinta en tan solo ocho horas. Por ello, muchas operaciones optan por tratar el material justo antes de la impresión, garantizando así que los logotipos permanezcan fijos incluso después de que las bolsas pasen por los procesos de sellado, se llenen con productos o lleguen a las manos de los consumidores.
Preguntas frecuentes
P1: ¿Cuál es la principal ventaja de los sistemas integrados de fabricación de bolsas de plástico?
R1: Los sistemas integrados eliminan las operaciones manuales, reduciendo los problemas de contaminación y el desalineamiento de las impresiones, lo que disminuye el tiempo de producción en un 40-60 %.
P2: ¿Cómo se mantiene la integridad del logotipo durante la producción a alta velocidad?
R2: La integridad del logotipo se garantiza mediante el control láser de la tensión, la registración óptica en bucle cerrado y los estabilizadores de banda con flotación neumática, que mantienen una tensión y alineación precisas.
P3: ¿Qué distingue a la impresión flexográfica de otros métodos?
R3: La impresión flexográfica es ideal para la producción en grandes volúmenes debido a su velocidad, rentabilidad y bajos costos de configuración, lo que la hace adecuada para películas estándar de PE/PP.
P4: ¿Cuándo deben considerarse las opciones de impresión digital o huecograbado?
R4: Las opciones digitales y de huecograbado son preferibles para requisitos complejos de color, tiradas cortas o acabados premium, aunque requieren configuraciones específicas de maquinaria.
P5: ¿Por qué es crucial la selección de la película en el proceso de impresión?
A5: Diferentes películas, como LDPE, HDPE, PP y metalloceno, tienen propiedades únicas que afectan la nitidez de la impresión y la compatibilidad con las máquinas, lo que repercute en la calidad general de la producción.
P6: ¿Qué función desempeña el tratamiento por corona en la impresión sobre sustratos no porosos?
A6: El tratamiento por corona oxida la superficie de la película, aumentando la tensión superficial (nivel dyne), lo cual es esencial para la adherencia de la tinta y reduce significativamente los defectos de impresión.
Índice
- Cómo una máquina fabricadora de bolsas de plástico permite la producción integral de logotipos personalizados
- Métodos de impresión compatibles con máquinas para fabricar bolsas de plástico
- Preparación del material y la superficie: garantizar la adherencia de la tinta para una impresión duradera del logotipo