Რა არის პლასტმასის ჩანთების დამზოგავი მანქანა და როგორ ი specializes პროზრახილი ფანჯრის ჩანთებში
Პლასტმასის ჩანთების დამზადების მანქანები პოლიმერულ ფილმებს ავტომატიზებული პროცესების საშუალებით ისეთ საბოლოო პროდუქტად გარდაიქმნევა, რომელიც ზუსტად იმ გამჭვირვალე ფანჯრების დასამატებლად არის შექმნილი, რომლებიც ყველას ისე კარგად გვახსოვს. აღჭურვილობა სპეციალური ხელსაწყოებით მოდის, რომლებიც წარმოების დროს ზუსტად აწყობს ამ ხედვის არეებს, რაც მნიშვნელოვან როლს ასრულებს სავაჭრო შეფუთვაში, სადაც მომხმარებელმა შესაძლოა უნდა იხილოს, თუ რა არის შიგნით. მიუხედავად იმისა, რომ წლის წინ Packaging Digest-მა აღნიშნა, თანამედროვე მანქანები შეძლებენ დაახლოებით 0,1 მმ-იანი სიზუსტით შეასრულონ გამოთვლები და წამში 200-ზე მეტი ჩანთა წარმოება. ეს ნიშნავს, რომ წარმოების მწარმოებლებს სწრაფად უწარმოებენ ბევრ ჩანთას გამჭვირვალე ფანჯრებით, რომლებიც შეფუთვის საერთო სიმტკიცეს არ ამსუბუქებს.
Პლასტმასის ჩანთების დამზადების მანქანების საკვანძო კომპონენტები ფანჯრის ინტეგრირებით
Ძირეული ქვესისტემები შეიცავს:
- Ზუსტი სერვომაუწყებლიანი ფილმის მიმტანი, რომელიც შეინარჩუნებს დაჭიმულობის კონტროლს 2%-იანი გადახრით
- Ორმაგი სითბური შემხები რგოლები (160–200°C) დამაგრების პროფილის რეგულირებადი წნევით
- Როტაციული დიე-კვეთები მაგრი ფოლადის მახვილი ლაპარაკების გამოყენებით ფანჯრის გასაპრინტად
- Გამოსახულებით ხელმძღვანელი სისტემები, რომლებიც ადგენენ ფანჯრის განთავსების შეცდომებს 0.3მმ-მდე
Წამყვანი მწარმოებლები ინტეგრირებული ავტო-კალიბრაციის პროტოკოლები, რომლებიც არეგულირებენ კვეთის პარამეტრებს ინფრაწითელი სისქის სენსორებისა და ოპტიკური სკანერების რეალური დროის მონაცემებზე დაყრდნობით
Ზუსტი ინსტრუმენტების როლი ფანჯრის ღიობების მუდმივი წარმოებისას
Წარმოებული ფანჯრების ხარისხი დამოკიდებულია ჩვენი ჭრის ინსტრუმენტების მოვლის ხარისხზე. კიდურის wear-ში 0,01 მმ-იანი მცირედი ზრდა უკვე იწვევს გასვლის დროს გასვლის დროს 12%-ით მეტ გასვლას მაღალი სიჩქარით გაშვებისას. თანამედროვე აპარატურა ხშირად აღჭურვილია ქრომირებული ჭრის ინსტრუმენტებით, რომლებსაც ამ სპეციალური თვითმახვილებელი ფორმები პირდაპირ ჩაშენებული აქვთ. ამ განვითარებულ ჭრის ინსტრუმენტებს მოქმედების ვადა დაახლოებით სამჯერ მეტია, ვიდრე ჩვეულებრივ ნახშირბადის ფოლადის ინსტრუმენტებს, რაც დადასტურებულია პლასტმასების ინჟინრების საზოგადოების 2022 წლის კვლევით. ასეთი სიზუსტის მიღწევა მნიშვნელოვანია, რადგან ეს უზრუნველყოფს ფანჯრების ზომების ერთგვაროვნებას თითოეული წარმოების განმავლობაში. და უბრალოდ თქვით, ავტომატიზირებულ შეფუთვის ხაზებს ვერ შეუძლიათ მნიშვნელოვანი განსხვავებების დაშვება. ჩანთის ზომაში მხოლოდ ±1,5 მმ-იანი განსხვავება მთლიანად გაართულებს რობოტიზებული ჩატვირთვის სისტემას ხაზის გასასვლელში.
Პლასტმასის გამოქვაბულიდან დამთავრებულ ჩანთებამდე: ძირეული წარმოების პროცესი
Პლასტმასის გამოტანის პროცესის მიმოხილვა გამოქვაბულის წარმოებაში
Უმეტესობა თანამედროვე პლასტმასის ჩანთების წარმოებისას იწყება რეზინის მცირე გრანულებით, როგორც წესი LDPE ან HDPE-ით, რომლებიც ჩაასხამენ დიდ გათბობად ექსტრუდერებში, რომლებიც მუშაობს 350-დან 500 ფარენჰეიტის გრადუსამდე. რა ხდება შემდეგ? დნობად პლასტმასს აძლევენ სპეციალურ მატრიცებში, რომლებიც ქმნიან გრძელ საფილმო ფურცლებს. როდესაც კომპანიებს სურთ ჩანთებზე გამჭვირვალე ფანჯრების დამაგრება, უნდა იყვნენ ფრთხილები იმის მიმართ, თუ რა შედის ნარევში. ზედმეტი დანამატები, როგორიცაა pigmentebi ან შევსებელები, პლასტმასს გააჩნდება ღრუბლივი სახე, ნაცვლად კრისტალურად გამჭვირვალისა. ზოგიერთი კვლევა აჩვენებს, რომ ეს დამატებითი ინგრედიენტები შეიძლება შეამციროს გამჭვირვალობა 40%-ით დამთავრებულ პროდუქში, რაც ახსნის იმას, თუ რატომ არიან უმეტესი მწარმოებლები მარტივი ფორმულების მიმდევრები იმ გამჭვირვალე ნაწილებისთვის.
Ბუშტისებრი საფილმო ექსტრუზია: გამჭვირვალე საფილმო მასალის წარმოება ფანჯრიანი ჩანთებისთვის
Გამჟღავნებული ფილმის მეთოდი იკლებს მაღალი ნათლობის წარმოებაში, რომელიც გამოტანილ პოლიმერს აბურღულის სახით აქცევს, რომლის დიამეტრი 8 მეტრამდე აღწევს. ამ ვერტიკალური გა stretchedების შედეგად პოლიმერის მოლეკულები თანაბრად იწყება, რაც იძლევა <200 გაბნევის ერთეულს – რაც გასაღები მნიშვნელობა აქვს მზად სავაჭრო სარკმლის ჩანთებისთვის. ბუშტის სტაბილიზაციის სისტემები უზრუნველყოფს სისქის მუდმივობას (±0.0005") საბოლოო პროდუქში ვიზუალური დისტორსიის თავიდან ასაცილებლად.
Როგორ ზეგავლენას ახდენს ფილმის ხარისხი ნათელი სარკმლის ჩანთების გამჭვირვალობასა და მადიდობაზე
Სამი ფილმის თვისება განსაზღვრავს მუშაობას:
- Ლღობის დინების ინდექსი (MFI): 0.5–2 გ/10 წთ ოპტიმალური სიმტკიცის/ნათლობის ბალანსისთვის
- Განვითარების ძალა: >20 MPa სარკმლის დაჭრის ძალების გასაძლებლად
- Elmendorf-ის გამოჭრის წინააღმდეგობა: >600 გ თავიდან ასაცილებლად შემთხვევითი გასხვრის
Დაბალი ხარისხის ფილმები იწყებს დაძაბულობის გათეთრებას მორეწევის წერტილებში 50 ჩატვირთვის ციკლში, ხოლო ca ხარისხის ფილმები ინარჩუნებს ნათლობას 200+ ციკლის განმავლობაში.
Გარემოსდაცვითი გათვალისწინებები პლასტმასის ფილმის გამოტანაში მრეწვლობრივი ეფექტიანობის მიმართ
Ენერგიის მოხმარების მეტრიკებში გამოჩნდება წარმოების მოთხოვნებს შორის კონფლიქტი და მდგრადობა:
| Პარამეტრი | Ტრადიციული პროცესი | Ოპტიმიზირებული სისტემები |
|---|---|---|
| Ენერგიის მოხმარება (კვტ·სთ/კგ) | 0.65–0.85 | 0.48–0.55 |
| Მატერიალური ნარჩენები | 8–12% | 3–5% |
| Რეციკლირებადი შინაარსი | 0–15% | 25–40% |
Ახალგაზრდა ექსტრუდერებს შეუძლიათ ნახევრად შეამცირონ ნართის ნახევარი ნაკვეთი 18–22% ოდენობით რეგენერაციული მუშაობის და ჩაკეტილი ციკლის ტემპერატურის კონტროლის წყალობით, თუმცა მაინც არსებობს გამოწვევები მაღალი გადამუშავებული შემცველობის შესაბამისად გამჭვირვალობის შენარჩუნების მიმართ.
Დალუქვა, დაჭრა და ფანჯრის ინტეგრაცია ავტომატიზირებულ წარმოებაში
Პლასტმასის იოლის დალუქვისა და დაჭრის ტექნოლოგიები ავტომატიზირებული სიზუსტით
Ამჟამინდელი პლასტმასის ჩანთების წარმოების მანქანები კომბინირებულ თბოსაგადამყვან ზოლებს ულტრაბგერითი ჭრის მოწყობილობებთან ერთად იყენებენ, რათა მიიღონ სუფთა კიდეები და ზუსტი დაჭრები ერთდროულად. უფრო მაღალი კლასის მანქანები შეიძინეს ლაზერული მართვის სისტემები სწორი გასწორებისთვის, ასევე სერვომამოძრავებლები, რომლებიც ყველაფერს დაახლოებით ნახევარი მილიმეტრის დასაშვებ ზღვარში არიან შემოსაზღვრულნი, რაც ნიშნავს, რომ ჩანთები მიიღებულია მუდმივი ზომის, როგორც მიუთითებს მომზადებული 2023 წლის შეფუთვის ტენდენციების ანგარიში. იმ ჩანთების შემთხვევაში, რომლებსაც აქვთ გამჭვირვალე ფანჯრები, წარმოების მწარმოებლები ირინფრაწითებით ტექნოლოგიას იყენებენ 120-დან 150 გრადუს ცელსიუსამდე ტემპერატურის პროფილირებისთვის, რათა პოლიეთილენი დამუშავდეს და არ დაზიანდეს ფანჯრის გამჭვირვალობა. ეს სრულად ავტომატიზირებული ხაზები ნახევარ-ავტომატიზირებულ ანალოგებთან შედარებით დაახლოებით 18%-ით ამცირებს მასალის დანახარჯს საწარმოო პროცესში ფილმის სისქის მუდმივი მონიტორინგის წყალობით.
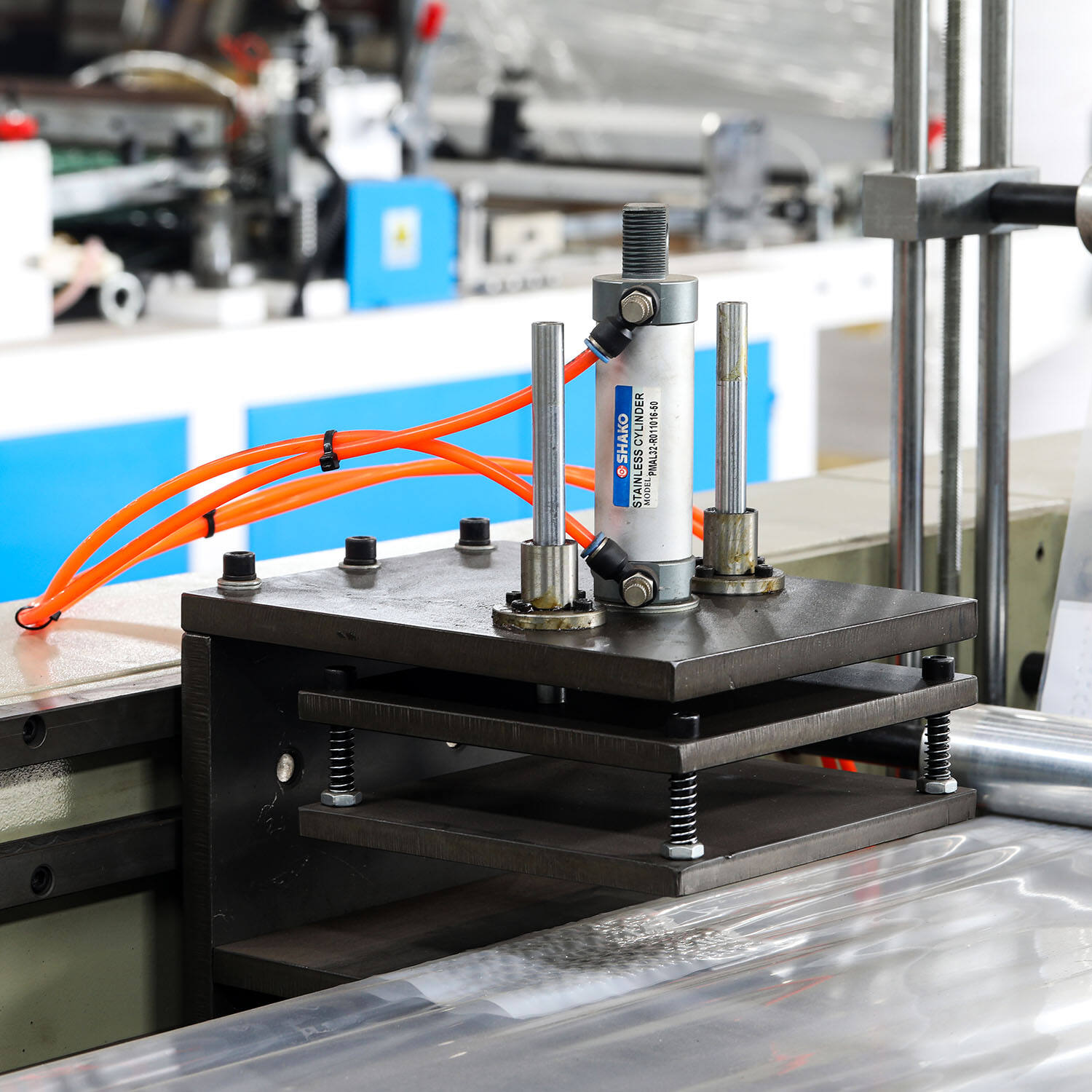
Დიე-ჭრის ერთეულების ინტეგრაცია ზუსტი ფანჯრის ფორმირებისთვის
Წრფივ საწარმოში ჩაშენებული სამაღლე სიჩქარის როტაციული დიე-კატერები ქმნიან სარკმლის ღიობებს 400 ჭრის/წუთზე მეტი სიჩქარით. ეს მოწყობილობები იყენებენ გამაგრებული ფოლადის წესრიგის დიებს, რომლებიც პნევმატიკურ გამოტაცის სისტემებთან ერთად უზრუნველყოფს სარკმლის მასალის გაწმენდას. ზუსტი სარკმლის ჭრის ძირევთადი ფაქტორები შედის:
- Ჭრის მახვილობის კუთხე (25–30°) ნაგლის კიდეების გარეშე
- Საყრდენი როლიკის ჰარდნესი (70–80 Shore A), რათა თავიდან იქნეს აცილებული ფილმის დეფორმაცია
- Ფილმის დაჭიმულობის სინქრონიზებული კონტროლი (±2 ნ) ჭრის დროს
Სარკმლის განლაგების დაშვებული შეცდომები მზადყოფნად ჩანთებში ახლა საშუალოდ შეადგენს ±1.5 მმ-ს, რაც 40%-ით უკეთესია ზემოთ აღნიშნული სისტემების შედარებით (Flexible Packaging Association 2023).
Ფილმის მიმართვა, სარკმლის ჭრა და ჩანთის დამუშავება შორის სინქრონიზაცია
Წარმოების ხაზები იყენებენ PLC (პროგრამულად ლოგიკური კონტროლერის) სისტემებს ოპტიკურ ენკოდერებთან ერთად, რომლებიც უზრუნველყოფს შემდეგის კოორდინაციას:
- Ფილმის გაშლის სიჩქარე (10–30 მ/წთ)
- Სარკმლის ჭრის დრო (სინქრონიზაცია 0,05 წამის ინტერვალში)
- Განივი შეკერვის მავთულის დახურვის მიმდევრობა
Გაუმჯობესებული ფაზის ჩართვის ალგორითმები კომპენსაციას უწევს ფილმის გა stretched ვარიაციებს 2,5%-მდე, ხოლო ორმაგი ინსპექტირების კამერები ადასტურებენ ფანჯრის განთავსების სიზუსტეს საბოლოო შესალუქებლად. სინქრონიზებული სისტემები აღწევენ 92%-იან საწარმოო აპარატურის ეფექტიურობას (OEE) იმის გამო, რომ არაინტეგრირებულ კონფიგურაციებში ეს 78% იქნება, რაც ოპტიმიზებულ კონფიგურაციებში 1,200-ზე მეტი პარკის წარმოებას ნიშნავს საათში.
Ავტომატიზაცია და ეფექტიანობა თანამედროვე პლასტმასის ჩანთების დამზადების მანქანებში
Როგორ ამარტივებს პლასტმასის ჩანთების დამზადების მანქანები კონვერტაციის პროცესს
Თანამედროვე პლასტმასის ჩანთების წარმოების მანქანები შეიცავს გამოტანის, ბეჭდვის და ზელირების ფუნქციებს ერთ მანქანაში, ამიტომ არ არის საჭირო მუშების ჩართვა სხვადასხვა წარმოების ეტაპებში მასალების გადატანისას. უახლეს მოდელებზე დაყენებული აქვს სერვომარეგულირებელი მიმართვის სისტემები, რომლებიც მთელი პროცესის განმავლობაში შეინარჩუნებენ ფილმის სწორ დაძაბულობას. შეფუთვის 2023 წლის ტენდენციების ანგარიშის თანახმად, ეს სისტემები მასალის ჩაბმებს ამცირებს დაახლოებით ორი მესამედით უფრო ძველი ნახევრად ავტომატური ვარიანტების შედარებით. ეს იმას ნიშნავს, რომ წარმოების მხარეს მწარმოებლები შეძლებენ სავაჭრო ხარისხის ჩანთების წარმოებას გამჭვირვალე ფანჯრებით მეტი 120 მეტრით წუთში. და მიუხედავად ასეთი მაღალი გამომუშავების სიჩქარისა, მანქანები კვლავ ფანჯრის მდებარეობას შეინარჩუნებენ მხოლოდ ±0,2 მილიმეტრის დაშვებით.
Პლასტმასის ჩანთების დამზადების მანქანების გამოყენება მრეწველობით წარმოების პირობებში
Დიდი წარმოების ოპერაციები დღესურად უწყვეტად მუშაობისთვის იმახსოვრებენ ამ მანქანებს, რომლებიც თითქმის არ საჭიროებენ შესვენებას ავტომატური როლიკების გადატვირთვის და შენახული დიაგნოსტიკის მეშვეობით, რომელიც პრობლემებს ადრე გამოავლენს, სანამ ისინი მასშტაბურ პრობლემებად არ იქცევიან. 2022 წელს თოთხმეტი ქარხნის მონაცემების გადახედვამ რაღაც საინტერესო გამოავლინა – იმ ადგილებში, სადაც მთლიანად ადგილზე ჩამოყალიბებული პლასტმასის ჩანთების წარმოების სისტემები იყო დამონტაჟებული, მათი თვიური წარმოება 30%-ით გაიზარდა, ხოლო თანამშრომლებზე ხარჯები 42%-ით შემცირდა. ახალი ვერსიები აღჭურვილია ისეთი ფუნქციით, რომელსაც ორმაგი ზოლის დამუშავება ჰქვია, რაც ნიშნავს, რომ წარმოების ხაზზე ერთდროულად შესაძლებელია რამდენიმე ზომის ჩანთის წარმოება იმავე წარმოების ხაზის გასწვრივ, რაც არ მოითხოვს ოპერაციების შეჩერებას ან აპარატურის გადართვას სხვადასხვა სერიებს შორის.
Შემთხვევის ანალიზი: სასწრაფო წარმოების ხაზი მაღაზიისთვის მზა ჩანთებისთვის გამჭვირვალე ფანჯრით
Ერთ-ერთმა ევროპულმა შეფუთვის კომპანიამ შეამჩნია, რომ მისი ოპერაციების ეფექტიანობა დაახლოებით 98%-მდე გაიზარდა მას შემდეგ, რაც სრულიად ავტომატიზებული პლასტმასის ჩანთის წარმოების მანქანა შეიძინა, რომელიც ლაზერით მიმართულ ფანჯრის გა punch ვით იყო აღჭურვილი. ახალი სისტემა წარმოებს დაახლოებით 23 ათას ნამცხვრის ჩანთას საათში, რომლებიც აღჭურვილი არის შემოქმედებითი ხარისხის კონტროლის სისტემებით, რომლებიც ავტომატურად ამოეშლება იმ ჩანთებს, სადაც ფანჯრის დაზელება არასწორია ან ბეჭდვა არასწორად არის გაკეთებული. მაგრამ რაც კიდევ უკეთესია? ისინი შეამცირეს ნედლეულის დანახარჯი წლის განმავლობაში დაახლოებით 19%-ით, ხოლო ამავე დროს ასამე B65.2 სტანდარტების მნიშვნელოვან მოთხოვნებს აკმაყოფილებენ, რომლებიც საჭიროა უსაფრთხო საკვების შეფუთვისთვის. მათ მოგება სწრაფად იზრდება, როდესაც ყველაფერი ისე გლუვად მიმდინარეობს საწყისი ეტაპიდან დასასრულამდე.
Ტენდენცია: სერვო-სისტემების გამოყენების ზრდა უკეთესი კონტროლისთვის
Უახლესი პლასტმასის ჩანთების წარმოების მანქანები აღჭურვილია 8-ღერძიანი სერვოელექტრომექანიკური კონტროლის სისტემებით, რომლებიც საშუალებას აძლევს ზუსტად დაარეგულიროს ზედაპირის დამუშავების წნევა და 0.01 წამში შეცვალოს გაჭრის დრო. ეს გაუმჯობესება მნიშვნელოვნად ამცირებს ფილმის გა stretched პრობლემებს სწრაფი ტემპის ფანჯრის ჩანთების წარმოების დროს. განსაკუთრებით მნიშვნელოვანია იმ საწარმოებისთვის, რომლებიც ამუშავებენ ბიოდეგრადირებად PLA მასალებს, რომლებიც მთელი დამუშავების პროცესის განმავლობაში მოითხოვენ სითბოს ზუსტ კონტროლს. ბევრმა საწარმომ დააფიქსირა დაახლოებით 25%-იანი შემცირება ელექტროენერგიის მოხმარებაში ძველი გეარული სისტემების შედარებით. დეფექტური ნაგულის დონე ტიპიურად რჩება 0,1%-ზე ნაკლები, მიუხედავად იმისა, რომ წარმოების მასშტაბი აღწევს ათ მილიონზე მეტ ჩანთას ერთდროულად, თუმცა ფაქტობრივი შედეგები შეიძლება განსხვავდებოდეს მასალის ხარისხისა და ოპერატორის კვალიფიკაციის დონის მიხედვით.
Ხშირად დასმული კითხვები
Როგორ ქმნიან პლასტმასის ჩანთების წარმოების მანქანები გამჭვირვალე ფანჯრის ჩანთებს?
Პლასტმასის ჩანთების დამზოგავი მანქანები პოლიმერულ ფილმებს ავტომატური პროცესების საშუალებით გადაჰყავთ საბოლოო პროდუქად, რომლებიც სპეციალურად არის შემუშავებული ჩანთებში ხილვადი ფანჯრების დასამატებლად. ამ მანქანები იყენებენ სპეციალურ ინსტრუმენტებს, რომლებიც ზუსტად აწყობენ ხილვის არეებს წარმოების დროს.
Რა არის პლასტმასის ჩანთების დამზოგავი მანქანის ძირეული კომპონენტები?
Ძირეულ კომპონენტებს შორის შედის ზუსტი სერვო-მართვადი ფილმის მიმაგრებელი მოწყობილობები, ორმაგი თბოსაგრძელები მანქანები, როტაციული დიე-კვეთის მოწყობილობები და ხილვით მართვადი ალიგნმენტის სისტემები, რომლებიც უზრუნველყოფენ მაღალ ხარისხს და ზუსტად აწყობენ ფანჯრებს.
Როგორ აისახება ექსტრუზიის პროცესი ფანჯრიან ჩანთებზე?
Ექსტრუზიის პროცესი საშუალებას აძლევს სმელენის გრანულას გადაიქმნას გრძელ ფილმებად, ზუსტად აკონტროლებს დანამატებს სინათლის უზრუნველსაყოფად. ბლოუნ ფილმის ექსტრუზია აწყობს პოლიმერულ მოლეკულებს სინათლის მაღალი ხარისხის ფილმის მისაღებად, რაც აუცილებელია ფანჯრიანი ჩანთებისთვის.
Როგორი ტექნოლოგიები გამოიყენება ფანჯრიანი ჩანთების დასამუშავებლად?
Თანამედროვე მანქანები კომბინირებულია სითბური შედუღების ზოლებით და ულტრაბგერითი ჭრილებით, რათა უზრუნველყოს სუფთა კიდეები და ზუსტი დაჭრა. ისინი იყენებენ ინფრაწითელი ტექნოლოგიას კონტროლირებადი შედუღების ტემპერატურისთვის, რაც მნიშვნელოვანია ფანჯრის გამჭვირვალობის შესანარჩუნებლად.
Სარჩევი
-
Პლასტმასის გამოქვაბულიდან დამთავრებულ ჩანთებამდე: ძირეული წარმოების პროცესი
- Პლასტმასის გამოტანის პროცესის მიმოხილვა გამოქვაბულის წარმოებაში
- Ბუშტისებრი საფილმო ექსტრუზია: გამჭვირვალე საფილმო მასალის წარმოება ფანჯრიანი ჩანთებისთვის
- Როგორ ზეგავლენას ახდენს ფილმის ხარისხი ნათელი სარკმლის ჩანთების გამჭვირვალობასა და მადიდობაზე
- Გარემოსდაცვითი გათვალისწინებები პლასტმასის ფილმის გამოტანაში მრეწვლობრივი ეფექტიანობის მიმართ
- Დალუქვა, დაჭრა და ფანჯრის ინტეგრაცია ავტომატიზირებულ წარმოებაში
-
Ავტომატიზაცია და ეფექტიანობა თანამედროვე პლასტმასის ჩანთების დამზადების მანქანებში
- Როგორ ამარტივებს პლასტმასის ჩანთების დამზადების მანქანები კონვერტაციის პროცესს
- Პლასტმასის ჩანთების დამზადების მანქანების გამოყენება მრეწველობით წარმოების პირობებში
- Შემთხვევის ანალიზი: სასწრაფო წარმოების ხაზი მაღაზიისთვის მზა ჩანთებისთვის გამჭვირვალე ფანჯრით
- Ტენდენცია: სერვო-სისტემების გამოყენების ზრდა უკეთესი კონტროლისთვის
- Ხშირად დასმული კითხვები